Состав механического цеха
Рабочий проект и рабочая документация
Факторы, влияющие на выбор модели станка
Определение числа станочников при укрупненных расчетах при проектировании цехов единичного и мелкосерийного производства
Основные принципы выбора структуры цеха
Основные технологические характеристики зданий
Выбор оптимального варианта размещения станков для подетально-специализированных участков серийного производства
Навигация
Выбор оптимального варианта размещения станков для подетально-специализированных участков серийного производства
Проектирование механосборочного цеха
52006
знаков
1
таблица
0
изображений
27. Выбор оптимального варианта размещения станков для подетально-специализированных участков серийного производства
Возможно 3 различных варианта:
1) точечный – отсутствуют межоперационные связи между станками. Используются многоцелевые станки, прутковые автоматы. Такой вариант возможен при полном изготовлении детали на 1 рабочем месте.
2) рядный – оборудование размещено в линейной последовательности, соответствующей ходу ТП характерной детали.
3) гнездовой – станки размещают группами в зависимости от межоперационных связей между ними.
Рядный и гнездовой варианты расположения станков характерны для групповых поточных линий, где в зависимости от степени синхронизации работа может осуществляться как на переменно-поточной линии (с определенным тактом) так и на прямоточной несинхронной линии. Возможны также комбинации трех вариантов расположения станков внутри 1 участка.
28. Варианты размещения станочных модулей ГПС
1) Произвольный. Несколько модулей или станков с ЧПУ размещают на площади участка произвольно. Применяют, если полное изготовление детали требует 1-2 станков, иначе возникают сложные транспортные маршруты.
2) Функциональный. Группируют по технологическому назначению. Простота проектирования, но большое количество встречных маршрутов.
3) Модульный. Сходные ТП обработки выполняются параллельными группами ГПМ. Обеспечивается надежность, т.к. построен по принципу резервирования и м.б. применен при большом объеме выпуска однотипных деталей.
4) Групповой – каждая группа модулей служит для изготовления определенной группы деталей по конструктивным и технологическим признакам. Этот тип компоновки является наиболее перспективным, т.к. нацелен на изготовление законченных деталей.
В большинстве случаев для обработки ГПС у заготовок необходимо подготовить базы. Для этой цели вблизи ГПС целесообразно предусмотреть участок станков с ЧПУ с ручной установкой заготовок.
29. Основные требования к оформлению планов расположения оборудования и рабочих мест
Масштаб плана расположения оборудования 1:100 для малых и средних цехов. Для больших 1:200. Поперечный разрез здания цеха выполняется в масштабе 1:50. На свободном месте листа вычерчивают условные обозначения используемых на участке строительных элементов, оборудования и др. с указанием их наименования.
На планировке должны быть показаны:
1) строительные элементы (колонны, стены, перегородки с указанием материала, дверные и оконные проемы, ворота, подвалы, тоннели, антресоли, люки);ъ
2) технологическое оборудование и основной производственный инвентарь, включая резервные места, верстаки, контрольные стенды;
3) расположение складских площадок;
4) межцеховые и внутрицеховые проезды;
5) подъемно-транспортные устройства;
6) шаг колонн и ширина пролета, координаты расположения станков относительно колонн, длина технологической линии, размеры рабочего места, размеры рабочей зоны, ширина проходов, проездов транспортных средств, расстояние м-у рядами станков.
На плане дают надписи наименования цехов, отделений, участков.
Разбивочные оси здания (о колонн) на плане маркируются: оси колонн вдоль пролетов снизу вверх буквами русского алфавита, поперек слева направо арабскими цифрами.
На разрезе здания:
1) ширину пролета;
2) нулевую отметку (уровень пола);
3) высотные габариты оборудования;
4) расстояние от пола до подкранового рельса;
5) расстояние от пола до нижней точки стропильной затяжки;
6) полная высота здания до верха светового фонаря;
7) на выносных линиях д.б. расписано содержание пола, покрытие кровли.
Составляется спецификация.
30. Размещение оборудования в поточной линии.
31. Определение числа рабочих мест поточной линии сборки массового и крупносерийного производства.
32. Определение числа рабочих мест при непоточной сборке серийного производства.
33. Проектирование подсистемы удаления и переработки стружки.
34. Проектирование подсистемы приготовления и раздачи охлаждающей жидкости.
В механич. цехах примен-ся 3 способа снабжения СОЖ:
1. централизованно- циркуляционный.
примен-ся для цехов с большим к-вом станков, потребляющих одинаковые СОЖ. Наиболее универсальная СОЖ – укринол1М. В состав подсис-мы входит центральная корпусная станция для приготовления, регенерации, утилизации СОЖ, неск-ко циркуляционных установок, обслуживающих 70-80 станков, и сеть трубопроводов для подачи СОЖ к станкам и отвода в циркуляционную установку для фильтрации.
2. централизованно- групповой хар-ся тем, что СОЖ подается по трубопроводам из центральной установки к разборным кранам, установленным на уч-ках. Примен-ся для цехов с достаточно большим числом станков, использующих различные СОЖ. Сис-ма охлаждения станка ежесуточно пополняется из разборочных кранов для восполнения потери СОЖ вследствие уноса со стружкой, дет.
3. децентрализованный исп-ся для небольших цехов. СОЖ доставляют в таре, так же удаляют отработанную СОЖ.
В процессе работы происх постепенное разложение и загрязнение СОЖ. Периодичность
общей замены СОЖ зависит от состава, свойств жидкости, режима работы станков. При 1-м способе обесп-ся наибольшая продолжительность работы без замены СОЖ. Площадь для приготовления и раздачи СОЖ = 40-120 м кв. при числе станков 50-400. Емкости для сбора и фильтрации СОЖ располагаются в подвалах. Площадь склада масел =0,1-0,12 м на 1 станок. учитывая пожарную опасность отделения приготовления и раздачи СОЖ, склад масел располагают у наружной стены здания с отдельным выходом на улицу. в отделении необходимо предусмотреть подачу воды, пара, сжатого воздуха.
Похожие работы
... , технологической, транспортной и по генеральному плану. К технологическим относятся следующие рабочие чертежи: 1. монтажные планы и разрезы цеха; 2. чертежи транспортных устройств и средств комплексной механизации. Проектирование механосборочного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
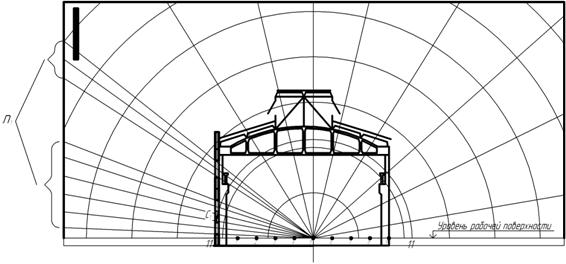
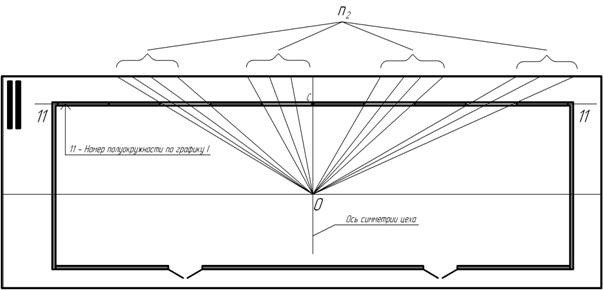
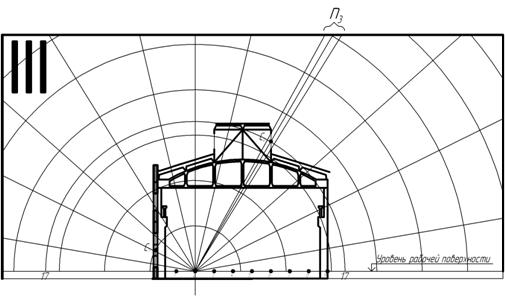
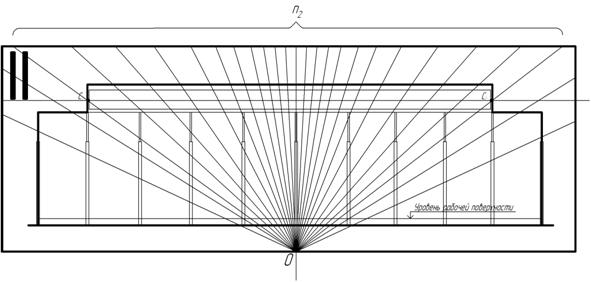
... 1) Уменьшить площадь боковых световых проемов. 2) Убрать фонарь. 3) Установить светозащитные устройства. Цех №3 Полученное расчетное значение КЕО eср= 1,9 меньше нормативного eнIII = 2 на 5%, что соответствует требованию СНиП, поэтому выбранный тип и размеры остекления принимаем к дальнейшему проектированию без изменения. Библиографический список 1. СНиП 31 – 03 – 2001. Производственные ...
0 комментариев