Навигация
Планирование и расчет рабочей силы
48909
знаков
3
таблицы
7
изображений
4. Планирование и расчет рабочей силы
Планирование и расчет рабочей силы для технического обслуживания и ремонта ПТМ проводят по нормативам.
4.1 Определение количества дежурных слесарей и станочников для обслуживания ПТМ предприятияНеобходимое число дежурных слесарей и станочников для межремонтного обслуживания парка подъемно-транспортного оборудования рассчитывают по формуле:
К = ∑RK`/H,
где К - численность рабочих, необходимых для обеспечения межремонтного обслуживания;
∑R - сумма ремонтных единиц обслуживаемого оборудования;
К' - коэффициент сменности оборудования;
Н - норматив межремонтного обслуживания на одного рабочего в смену в ремонтных единицах (для слесарей-механиков Н =200, для электрослесарей Н =650, для станочников Н = 350).
Определяем количество дежурных слесарей, электрослесарей и станочников для двухсменного обслуживания подъемно-транспортного оборудования предприятия. Состав парка ПТО и сумму ремонтных единиц, приходящихся на механическую и электрическую часть, принимаем по данным рассчитанным выше.
Решение. Определяем количество дежурных слесарей:
Кс = ∑RMK`/H =1085*2/200=11.
электрослесарей:
Кэс = ∑Rэ К`/H =1477*2/650=5.
станочников:
К=1085*2/350=6.
4.2 Определение общего количества рабочих для выполнения плановых ремонтов ПТМ предприятияНеобходимое число рабочих для выполнения плановых ремонтов рассчитывают на основании годового плана ремонта оборудования раздельно для механической и электрической частей оборудования по формуле:
К = (τк∑rк + τс∑rс + τм∑rм) / (Фγ),
где К - необходимое число рабочих;
∑rк, ∑rс, ∑rм - суммарное число ежегодно ремонтируемых единиц оборудования в ремонтных единицах) при капитальном, среднем и малом ремонтах;
τк, τс, τм - нормативы времени на одну ремонтную единицу для капитального, среднего и малого ремонтов;
Ф - действительный годовой фонд времени рабочего, ч;
γ - коэффициент переработки норм, γ = 1,1.
Значения ∑rK определяют по формуле (формулы для определения ∑rc, ∑rм
аналогичны формуле):
∑rK = (R1α1 + R2α2+... + Rnαn) /100,
где R1, R2, Rn-суммы ремонтных единиц для однородных групп оборудования;
α1, α2, αn-процент ежегодно ремонтируемого оборудования для данной однородной группы.
Определяем общее количество рабочих для выполнения плановых ремонтов механической и электрической части подъемно-транспортного оборудования.
Решение. Определяем значения ∑rK, ∑rc, ∑rM для механической части:
∑rK = ∑Ri αкi = (R1α1 + R2α2+... + Rnαn) /100 = (544*90+405*15+136*10) /100=574;
∑rc =∑Ri αci = (544*30+405*25+136*16) /100=286;
∑rM =∑Ri αмi = (544*60+405*45+136*50) /100=576.
где αi - процент ежегодно ремонтируемого оборудования.
Для механической части получаем: rк =35 ч, rс = 23,5 ч, rм =6,1 ч.
Принимая годовой фонд времени Ф - ч и γ = 1,1, имеем количество рабочих для выполнения плановых ремонтов механической части:
Км = (τк∑rк + τс∑rс + τм∑rм) / (Фγ) = (35*574+23,5*286+6,1*576) /2100*1,1=13 чел.
Определяем значения ∑rK, ∑rc, ∑rM для электрической части:
∑rK = ∑Ri αкi= (992*90+405*15+80*10) /100=961;
∑rc =∑Ri αci= (992*30+405*25+80*16) /100=411;
∑rM =∑Ri αмi= (992*60+405*45+80*50) /100=818.
Для электрической части получаем:
∑rк =15 ч, ∑rс =7ч, ∑rм =1,2 ч.
Принимая годовой фонд времени Ф =2100 ч и γ= 1,1, имеем
Кэ = (15*961+7*411+1,2*818) / (2100*1,1) = 8 чел.
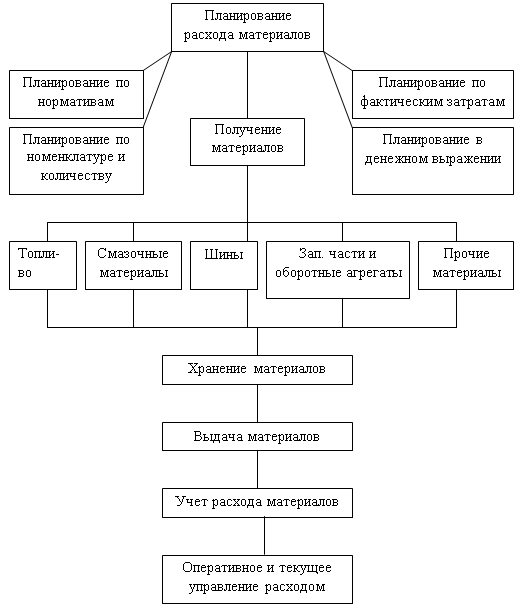
5. Планирование расхода материала 5.1 Расчет годовой потребности в основных материалах на ТО и ремонт ПТМ
Годовой расход основных материалов на ремонт и техническое обслуживание определяют по формуле:
Q = λHi (∑rк + α∑rc + β∑rм),
где λ - коэффициент, учитывающий расход основных материалов на техническое обслуживание, λ= 1,15;
Нi - норма расхода материала на один капитальный ремонт на одну ремонтную единицу;
α, β - коэффициенты, характеризующие соотношения количеств материалов,
расходуемых при среднем и капитальном ремонтах, α =0,6 β =0,2;
∑rK, ∑rc, ∑rM - суммарное количество ежегодно ремонтируемых единиц оборудования (в ремонтных единицах), при капитальном, среднем и малом ремонтах.
Определяем расход легированной стали на ремонт и обслуживание парка ПТМ.
Решение. По формуле
Q = λHi (∑rк + α∑rc + β∑rм) =1,15*6,1 (574+0,6*286+0,2*576) =6038 кг.
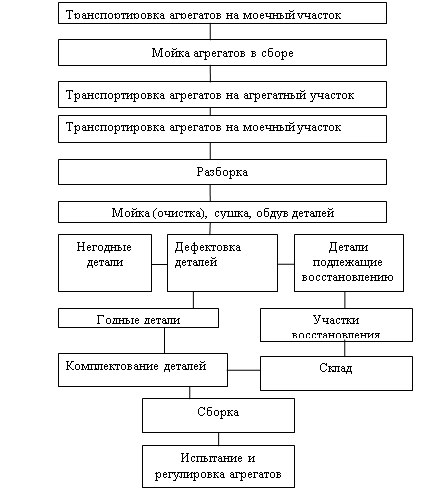
6. Методы производства ремонта ПТМ
Наиболее распространенным методом капитального ремонта ПТМ в промышленности (особенно в машиностроении) является комплексный метод, при котором единовременно осуществляют весь комплекс работ по восстановлению ресурса машины, для чего ее полностью разбирают и единовременно ремонтируют все ее элементы. Часто комплексный ремонт выполняют необезличенным - индивидуальным, т.е. восстановительные операции проводят с учетом принадлежности восстанавливаемых элементов к данной конкретной машине. Он связан с наименьшими затратами труда, но требует остановки машины на длительный срок.
Сокращение периода пребывания машины в капитальном ремонте обеспечивают применением скоростных методов его ведения.
Еще большее сокращение периода простоя в капитальном ремонте достигают применением агрегатного метода. Агрегатный метод предусматривает замену износившихся сборочных единиц новыми или заранее отремонтированными ремонтными агрегатами. В отличие от комплексного, являющегося часто индивидуальным, агрегатный выполняют как обезличенным, т.е. без учета принадлежности деталей и сборочных единиц к данному экземпляру машины.
Обезличенный метод связан с выполнением двух операций: снять - поставить.
Для применения этого метода необходим оборотный фонд, комплектуемый из отремонтированных и новых запасных агрегатов.
Потребность в оборотном фонде агрегатов:
П = КАМВТп/ (365ТУ),
где К = 1...1,3 - коэффициент, учитывающий возможность отклонения по времени оборачиваемости и выхода агрегатов из строя;
А - количество одинаковых агрегатов на одной машине;
М - количество машин, в которые входит данный агрегат;
В - время оборачиваемости агрегата с учетом его погрузки, разгрузки и ремонта на ремонтном предприятии;
Тп - планируемое время работы машины в течении года;
Ту - срок службы агрегата.
6.1. Определение оборотного фонда агрегатов ПТМНа предприятии эксплуатируется 24 мостовых кранов (М-26), имеющих одинаковую конструкцию ходовых колес и угловых букс. Срок службы колес (после ремонта) Ту = 8 мес., краны используются в течение всего года Тп = 12 мес.
Определяем потребность в оборотном фонде колес для указанной группы кранов.
Решение. По формуле
П = КАМВТп/ (365ТУ) =1,3*4*24*30*12/ (365*8) =15 шт.
Принимаем оборотный фонд - партию ежемесячного запуска колес в ремонт - 15шт.
7. Техническое обслуживание металлических конструкций
При ТО тщательно осматривают металлоконструкции кранов, так как их разрушение связано с тяжелыми последствиями. Наиболее часто металлоконструкции мостовых кранов повреждаются в следующих местах: концевые балки мостов - в районе букс ходовых колес; в местах сопряжения с главной балкой; в месте крепления фермы с перилами к торцовому листу и в местах приварки к вертикальной стенке кронштейна под редуктор механизма передвижения; главные балки мостов - вертикальные стенки в районе боковых W-образных накладок; в местах перехода от наклонной (концевой) части к горизонтальной; в местах сварки кронштейнов, поддерживающих рабочие площадки, особенно в районе установки на них механизмов; верхний пояс - в районе стыков тележечного рельса; крепление кабины машиниста - полки уголков и косынки крепления. Разрушения нижнего пояса коробчатых балок встречаются реже, но они особенно опасны тем, что осмотр его более затруднен.
При ТО металлоконструкций необходимо внимательно осматривать эти характерные зоны возможных повреждений, а также все расчетные сварные швы, заклепочные и болтовые соединения и другие места вероятного появления трещин, а именно:
резкие изменения сечений элементов, обрывы листов, резкие изменения их толщины и ширины; места примыкания накладок, ребер, диафрагм, косынок и др.;
концы сварных швов и места с изменением их толщины и формы;
стыковые швы и швы, перпендикулярные к усилию в элементе; швы в накладках, обваренных по контуру; швы с технологическими дефектами (непроварами, несплавлениями по кромкам, подрезами кромок, наплывами, шлаковыми включениями, порами, прожогами, незаделанными или невыведенными кратерами).
Показателем состояния металлоконструкции крана является прогиб моста.
Стрелу прогиба определяют методом нивелировки.
В отдельных случаях (на металлургических кранах в горячих зонах) наблюдается постепенное остаточное деформирование мостов, не выявляемое при статических испытаниях по Правилам Госгортехнадзора. ТО таких мостов должно предусматривать периодическое наблюдение за ними путем геодезической съемки.
При обнаружении трещин в ответственных элементах металлоконструкций Их засверливают по концам, чтобы предотвратить дальнейшее развитие и в короткие сроки металлоконструкцию ремонтируют. В других случаях исправление дефектов металлоконструкций можно приурочить к очередному ремонту, если они не представляют опасности для нормальной работы машин и обслуживающего персонала. Для осмотра металлоконструкций на большой высоте применяют подвесные леса (устройство их дорого), передвижные неподъемные и телескопические вышки и подъемники.
При длительной эксплуатации кранов на открытом воздухе возможно сильное коррозионное повреждение элементов их коробчатых балок - нижнего пояса и стенок в зоне примыкания к нему. Поэтому следует контролировать наличие и проходимость дренажных отверстий в таких балках, а при их отсутствии и длительных сроках эксплуатации кранов - проверять толщину указанных элементов с высверливанием в них отверстий. При освидетельствовании металлоконструкций кранов с запредельными сроками службы следует руководствоваться специальными методическими указаниями.
8. Разработка технологии ремонта элементов металлических конструкции 8.1. Общие положения
Настоящие технические условия распространяются на ремонт и приемку металлоконструкций железнодорожных, мостовых, козловых, автомобильных, башенных грузоподъёмных кранов, кран балок как подконтрольных Госгортехнадзору, так и неподконтрольных и являются руководящим материалом при разработке процессов сборки и сварки, выполнение сборочно-сварочных работ, контроль качества и приемке готовых сварных конструкций при их ремонте. Ремонт сварных конструкций и отдельных сварных узлов должен производиться на основании утверждённых рабочих чертежей, технологической документации и настоящих технических условий.
Сварные конструкции (соединения), в зависимости от степени ответственности, подразделяются на два класса (см. табл. 3). Классы сварных конструкций (соединений) устанавливаются конструктором и указываются в технических требованиях чертежей. Классификация сварных конструкций по степени ответственности.
Таблица 3.
| Класс | Степень | Примеры сварных конструкций |
| I | ответственности Конструкции оборудования, подконтрольною Госгортехнадзору СССР | Поворотная и ходовая рамы железнодорожных кранов; рамы механизмов; стрелы; мосты и другие ответственные конструкции грузоподъёмных машин. |
| II | Сварные конструкции общего назначения | Кожухи; кабины; капоты; желоба; короба и другие малоответственные узлы и детали машин. |
8.1.3 Технологические процессы ремонта металлоконструкций I класса разрабатываются на основании рабочих чертежей и настоящих технических условий
Технологический процесс должен предусматривать:
а) оборудование и инструмент необходимые для выполнения работ;
б) объем контроля, последовательность выполнения операций контроля и в соответствии с требованиями чертежа, места постановки клейма;
в) количество рабочих чертежей с указанием профессий, разрядов и расчетно-технические нормы времени на узел, на заготовку.
г) способы правки и гибки металла;
д) форма, допуски и способы обработки свариваемых кромок, материал и вес заготовки; на сборку и сварку:
е) сборочно-сварочные стенды, приспособления, кантователи и другая оснастка, обеспечивающая получение сварных конструкций соответствующих по форме и размерам чертежу;
ж) последовательность сборочно-сварочных работ;
з) размеры, количество и способ наложения прихваток;
и) положение в пространстве, размер и длина сварных швов.
Для прерывистых швов указывается условное обозначение согласно ГОСТ2312-
Похожие работы

... РЕЗУЛЬТАТОВ ПРОИЗВОДСТВЕННО-ХОЗЯЙСТВЕННОЙ ДЕЯТЕЛЬНОСТИ 2.1 Характеристика предприятия и динамика его технико-экономических показателей Общество с ограниченной ответственностью «Харьковский завод подъемно-транспортного оборудования» (ХЗПТО) зарегистрировано распоряжением от 15.07.2003 г. № 573. Регистрационное удостоверение № 11823 выдано исполнительным комитетом Октябрьского районного Совета ...
... ТО2)=6 обслуживаний ТРс=3 обслуживаниям Таким образом, количество технических обслуживаний в сутки составляет: ТО1-21 обслуживание ТО2-6 обслуживаний ТР‑3 обслуживания ЕО‑900 обслуживаний Расчет программы технических обслуживаний и ремонта автомобилей и их работ Прежде чем приступить к расчету определения нормативов трудоемкости технических обслуживаний и ремонта подвижного ...
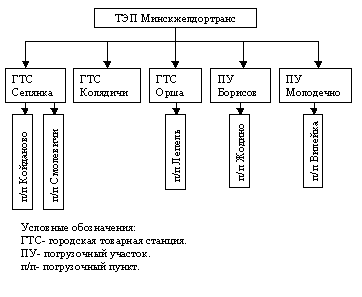
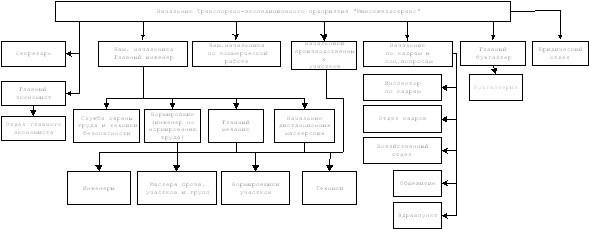
... их высокую эффективность. 2. Общая характеристика предприятия, основные виды деятельности, структура управления 2.1 История предприятия “Минскжелдортранс” (Минская механизированная дистанция погрузочно-разгрузочных работ) Впервые погрузочно-разгрузочные работы силами железнодорожников на Минском узле начали проводиться в 1922 г. на станциях Минск-пассажирский, Минск-товарный, а с 1925 ...
... пожара. К этим мероприятиям на АТП относятся меры пожарной безопасности, предусматриваемые при проектировании и строительстве предприятий и принимаемые при проведении работ по техническому обслуживанию и ремонту автомобилей. Пожарная безопасность согласно ГОСТ 12.1.004-85 обеспечивается организационно-техническими мероприятиями и реализацией двух взаимосвязанных систем: системой предотвращения ...
0 комментариев