Навигация
Разработка плана технологических операций восстановления детали
18862
знака
13
таблиц
0
изображений
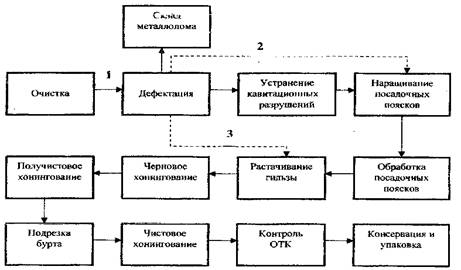
2.1.3 Разработка плана технологических операций восстановления детали
Таблица 8 План технологических операций восстановления детали
| № опера- ции | Наименование и содержание операции | Оборудование | Приспособ ление | Инструмент | |
| Рабочий | Измери- тельный | ||||
| 005 | Подготовительная Зачистить под углом 70* | ||||
| 010 | Обезжирить | Ванны для обезжиривания. | |||
| 015 | Нанесение эпоксидной композиции | Установка для нанесения полимерных композиций | пресс форма | эпоксидный состав | Линейка |
| 020 | Слесарная Выпрессовать старые втулки | Гидравлический пресс П-6326 | Подставка | Оправки | |
| 025 | Сверлильная Расточить отверстие под ремонтный размер | Алмазно-расточной станок 278 | 3-х кулачков. в центре | Эльборовый резец | Нутромер индикаторный НИ-50 |
| 030 | Слесарная Запрессовать и раздать новые втулки | Гидравлический пресс П-6326 | Подставка | Оправки | |
| 035 | Сверлильная Развернуть втулки до номинального размера | Вертикально- сверлильный станок 2А150 | Кондуктор | Цилиндри- ческая машинная развертка Р18 | Предель- ная пробка Ø38-0,02 0,06 |
2.2 Разработка операций по восстановлению деталей Расточная операция 020
2.2.1 Исходные данные
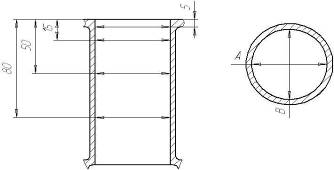
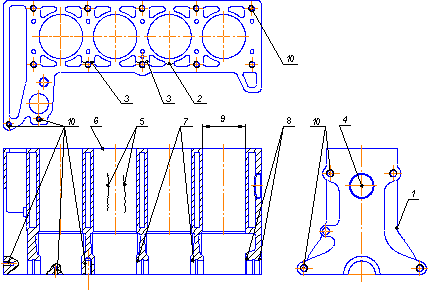
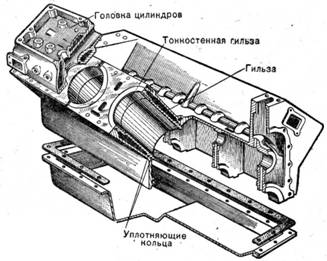
1 Наименование детали – Головка блока цилиндра
2 Материал – специальный чугун HB 183-235
3 Твердость – HB 183-235
4 Масса детали – 10 кг
5 Оборудование – Алмазно-расточной станок 278
6 Режущий инструмент - Резец
2.2.2 Содержание операции
1 Установить деталь
2 Расточить втулку
3 Измерить диаметр втулки
4 Снять деталь
2.2.3 Определение припусков на обработку [5]
Рассчитываем припуски на обработку, мм.:
![]()
![]() мм.
мм.
2.2.4 Расчет режимов на обработку [5]
1. Определяем длину обработки:
![]()
где ![]() -длина обрабатываемой поверхности;
-длина обрабатываемой поверхности;
![]() -длина врезания инструмента, 0,5 мм.;
-длина врезания инструмента, 0,5 мм.;
![]() - перебег резца при обтачивании на проход ,2мм;
- перебег резца при обтачивании на проход ,2мм;
![]() -взятие пробной стружки 2мм.
-взятие пробной стружки 2мм.
![]() мм.
мм.
2. Определяем число проходов:

где ![]() -припуск на обработку ;
-припуск на обработку ;
![]() -глубина резания.
-глубина резания.

3. Определяем теоретическую подачу: Sт=0,156 мм/об.
4. Определяем фактическую подачу по паспорту станка Sф= 0,2 мм/об
5. Определяем скорость резания табличную, мм/мин:
где ![]() -коэффициент зависящий от условий работы и механических качеств обрабатываемого материала и метала инструмента;
-коэффициент зависящий от условий работы и механических качеств обрабатываемого материала и метала инструмента;
![]() -поправочный коэффициент ;
-поправочный коэффициент ;
![]() -глубина резания, мм;
-глубина резания, мм;
![]() - подача, об/мин.
- подача, об/мин.
![]() мм/мин
мм/мин
6. Корректируем скорость с учетом обработки детали, мм/мин.;
![]()
где К1 -поправочный коэффициент учитывающий материал детали ;
К2 -поправочный коэффициент учитывающий стойкость резца;
К3 -поправочный коэффициент, учитывающий диаметр детали;
К4 -поправочный коэффициент учитывающий угол резца .
![]() мм/мин.
мм/мин.
7. Определяем число оборотов шпинделя, об/мин.:
![]()
где ![]() -скорректированная скорость, м/мин;
-скорректированная скорость, м/мин;
![]() -диаметр детали до обработки, мм.
-диаметр детали до обработки, мм.
![]() об/мин.
об/мин.
8. Определяем фактическое число оборотов по паспорту станка:
n = 450 об/ мин.
2.2.5 Расчет норм времени
1. Определяем вспомогательное время, мин.;
![]()
где ![]() -время на установку и снятие детали, мин. (зависящее от массы и конфигурации изделия, конструкции приспособления, характера и точности установки на станке);
-время на установку и снятие детали, мин. (зависящее от массы и конфигурации изделия, конструкции приспособления, характера и точности установки на станке); ![]() -время, связанное с переходами, мин. (время затрачиваемое рабочим на подвод и отвод режущего инструмента, включение и выключение станка, подач и скоростей);
-время, связанное с переходами, мин. (время затрачиваемое рабочим на подвод и отвод режущего инструмента, включение и выключение станка, подач и скоростей);
![]() -время, связанное с замерами детали, мин.
-время, связанное с замерами детали, мин.
![]() мин.
мин.
2. Определяем основное время:
где ![]() -длина обработки, мм;
-длина обработки, мм;
![]() -число проходов;
-число проходов;
![]() -подача, об/мин;
-подача, об/мин;
![]() -число оборотов шпинделя, об/мин.
-число оборотов шпинделя, об/мин.
 мин.
мин.
3. Определяем оперативное время, мин.:
![]()
где ![]() -вспомогательное время, мин;
-вспомогательное время, мин;
![]() -основное время, мин. (оно может быть: машинным -
-основное время, мин. (оно может быть: машинным -![]() , машинно-ручным -
, машинно-ручным -![]() , ручным -
, ручным -![]() ).
).
![]() мин.
мин.
4. Определяем дополнительное время, мин.:
![]()
где ![]() -процент от оперативного времени.
-процент от оперативного времени.
![]() мин.
мин.
5. Определяем штучное время, мин:
![]()
где ![]() -оперативное время, мин;
-оперативное время, мин;
![]() -дополнительное время, мин. (время на обслуживание рабочего места, отдых и личные надобности).
-дополнительное время, мин. (время на обслуживание рабочего места, отдых и личные надобности).
![]() мин.
мин.
6. Определяем дополнительно заключительное время, мин:
![]()
![]() мин.
мин.
7. Определяем нормируемое время, мин.:
![]()
где ![]() -нормируемое время, мин;
-нормируемое время, мин;
![]() -штучное время, мин;
-штучное время, мин;
![]() -подготовительно-заключительное время, мин;
-подготовительно-заключительное время, мин;
N -число деталей в партии, шт.
![]() мин.
мин.
Нормы времени технологического процесса восстановления полимерными материалами.
Применение полимерных материалов при ремонте, по сравнению с другими способами позволяет снизить трудоемкость восстановления на 20…30%, себестоимость ремонта на 15 … 20%, расход материалов на 40…50%. Это обусловлено следующим: не требуется сложного оборудования, возможность восстановления деталей без разборки агрегатов, отсутствие нагрева детали.
Определяем оперативное время, связанное с выполнением ремонтного воздействия, мин.:
![]()
где ![]() - оперативное время на подготовку трещин-18 мин ;
- оперативное время на подготовку трещин-18 мин ;
![]() - время на обезжиривание трещины – 0,2 мин ;
- время на обезжиривание трещины – 0,2 мин ;
![]() -площадь поперечного сечения шва,
-площадь поперечного сечения шва, ![]() ;
;
g - плотность композиции,1,4 ![]() ;
;
![]() -время на предварительное приготовление композиции;
-время на предварительное приготовление композиции;
![]() -масса предварительно приготовленной композиции, кг;
-масса предварительно приготовленной композиции, кг;
![]() -время на окончательное приготовление композиции;
-время на окончательное приготовление композиции;
![]() -масса окончательно приготовленной композиции
-масса окончательно приготовленной композиции
![]() -время нанесения композиции на трещину и ее уплотнения, 0,55 мин.;
-время нанесения композиции на трещину и ее уплотнения, 0,55 мин.;
![]() - время на наложение накладок из стеклоткани с прикаткой роликом, 5,4 мин.
- время на наложение накладок из стеклоткани с прикаткой роликом, 5,4 мин.
![]() мин.
мин.
2.3 Оформление маршрутной и операционной карт
М.У. В этом разделе указать значение маршрутной и операционных карт в технологическом процессе, какие основные параметры и показатели включены в данные карты.
Маршрутные и операционные карты оформляются отдельно и размещаются в приложении курсового проекта. (Бланки карт взять у преподавателя).
Похожие работы
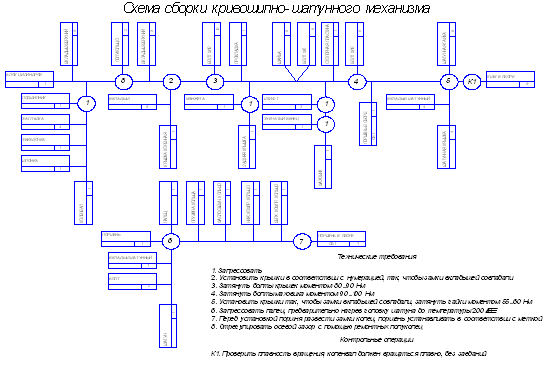
... цилиндров, разработали карту дефектации блока. Лабораторная работа №3 Изучение технологии сборки кривошипно-шатунного механизма Цель работы-изучить технологию сборки деталей кривошипно-шатунного механизма, разрабатывать карту дефектации. Технологическая карта сборки КШМ Операция № перехода Содержание перехода Оборудование 005 - Установка колен вала 005 Установит верхние вкладыши в ...
... притирки клапанов он занимает гораздо меньше места, в данном стенде отсутствуют механизированные узлы, что экономит электроэнергию и не усложняет конструкцию стенда. 3.2 Инструкция по применению стенда для притирки клапанов, головки блока цилиндров двигателя ЗиЛ-130 и проверки качества данных работ Перед началом работ стенд устанавливают на верстак так, чтобы он стоял устойчиво, и проверяют ...
... работ как по капитальному, так и по текущему ремонту агрегатов. 1.РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 1.1 Исходные данные Проект сварочно-наплавочного участка с разработкой технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130. Производственная программа – 3000 штук в год; Маршрутный коэффициент – 0,3. Особенности конструкции детали: 1 Материал: серый чугун СЧ № 3; ...
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев