Навигация
Определение типа производства
23409
знаков
6
таблиц
1
изображение
1.3 Определение типа производства
Тип производства – это категория производства, определяемая по таким критериям как регулярность и объемы выпуска изделий, широта номенклатуры. Всего проводят деление на три типа производства:
- единичное;
- серийное;
- массовое.
Единичное производство характеризуется небольшим объемом выпуска однотипных изделий, повторное изготовление которых, как правило, не предусматривается.
Серийное производство характеризуется изготовлением изделий периодически повторяющимся партиями (сериями). Серийное производство является основным типом производства в машиностроении и условно подразделяется на:
- крупносерийное
- среднесерийное
- мелкосерийное
Массовое производство характеризуется большим объемом выпускаемых изделий, непрерывно изготовляемых в течение продолжительного времени; на большинстве рабочих мест при этом выполняется одна рабочая операция.
Так как масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному.
2 Разработка технологического процесса обработки детали
2.1 Выбор типового технологического процесса

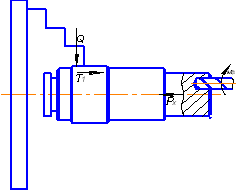
Рис. 1
Таблица 3 – План обработки
| Номер операции | Название и переходы операции | |
| Типовой технологический процесс | Принятый технологический процесс | |
| Заготовка | Прокат | Прокат |
| 005 | Заготовительная Резка заготовки на отрезном станке | Заготовительная Резка заготовки на станке круглопильном 8А631 |
| 010 | Фрезерно - центровальная. Фрезеровать два торца 1,2. Оборудование - на фрезерно - центровальном полуавтомате последовательного действия МР-71М. | Фрезерно - центровальная. Фрезеровать два торца 1,2. Оборудование - на фрезерно - центровальном полуавтомате последовательного действия МР-71М. |
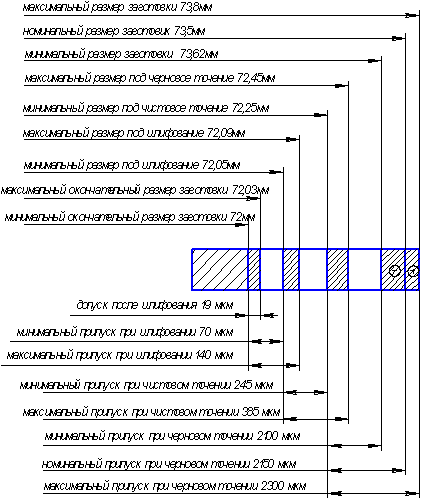
| 015 | Токарная предварительная Токарная (черновая): выполняется за два установа на универсальном токарно - винторезном станке. Установ А: Точить поверхности 3,5,7 с припуском под чистовое точение. Установ В: точить поверхность 4,6,8 с припуском под чистовое точение. | Токарная предварительная Токарная (черновая): выполняется за два установа на универсальном токарно - винторезном станке. Установ А: Точить поверхности 3,5,7 с припуском под чистовое точение. Установ В: точить поверхность 4,6,8 с припуском под чистовое точение. |
| 020 | Токарная чистовая Токарная (чистовая): выполняется за два установа на универсальном токарно - винторезном станке. Установ А: Точить поверхность 3,5,7 с припуском под шлифование. Установ В: точить поверхность 4,6,8 с припуском под шлифование. | Токарная чистовая Токарная (чистовая): выполняется за два установа на универсальном токарно - винторезном станке. Установ А: Точить поверхность 3,5,7 с припуском под шлифование. Установ В: точить поверхность 4,6,8 с припуском под шлифование. |
| 025 | Разметочная | Разметочная Разметить согласно чертежу |
| 030 | Фрезерная 1. Фрезерование шпоночного паза на шпоночно-фрезеровальном станке 6Р13. | Фрезерная 1. Фрезерование шпоночного паза на шпоночно-фрезеровальном станке 6Р13. |
| 035 | Тертмообработка Закалка объемная до достижения заданной прочности | Тертмообработка Закалка объемная до достижения заданной прочности |
| 040 | Шлифовальная Шлифование поверхностей 3,5,7 на круглошлифовальном станке 3Е12 | Шлифовальная Шлифование поверхностей 3,5,7 на круглошлифовальном станке 3Е12 |
| 045 | Контрольная Контрольный стенд | Контрольная Контрольный стенд |
Похожие работы





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
... экономически выгодно. 1.6 Проектирование маршрутного технологического процесса При проектировании технологического процесса следует руководствоваться следующими соображениями • В первую очередь обрабатываются поверхности, принятые за чистые технологические базы; •Последовательность обработки зависит от системы простановки размеров. В начало маршрута выносят обработку той поверхности, ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
0 комментариев