Навигация
Анализ технологической схемы основного потока
36709
знаков
9
таблиц
6
изображений
4. Анализ технологической схемы основного потока
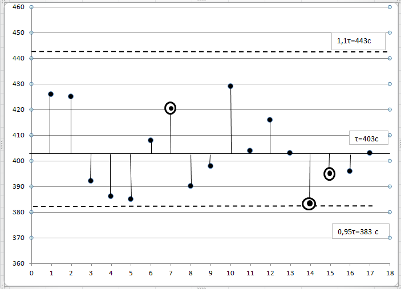
Для выявления отклонений времени отдельных организационных операций от такта составляется график согласования времени выполнения организационных операций.![]()
![]()
![]()
![]()
![]()
![]()
![]() График синхронности показывает время выполнения операции и отклонения времени от такта
График синхронности показывает время выполнения операции и отклонения времени от такта
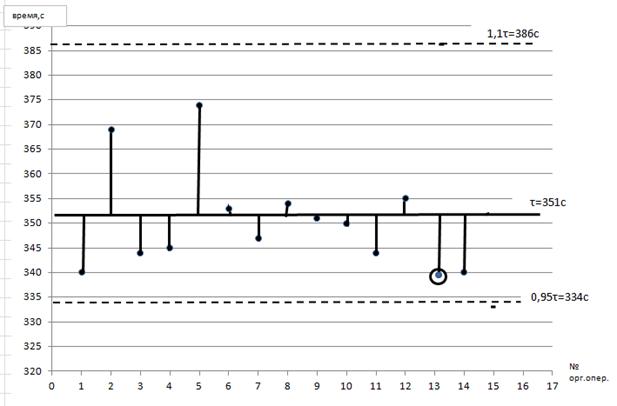
| Номер операции | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Специальность рабочего | р | м | у | с | м | м/с | у/р | м | м/с | м/с | с | а/а | у | р |
| Затрата времени на операцию | 340 | 369 | 344 | 345 | 374 | 353 | 347 | 354 | 351 | 350 | 344 | 355 | 340 | 340 |
| Количество рабочих | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 1 |
Рисунок 2- График синхронности
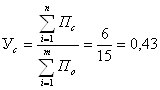
Для проверки правильности согласования времени выполнения организационных операция всего потока рассчитывается коэффициент согласования Кс, определяющий загруженность потока по формуле:
![]()
где Tизд - трудоемкость изделия в потоке, сек, Nф - фактическое количество рабочих,τ - такт потока, сек.
Так как Кс= 1 поток считается согласованным правильно.
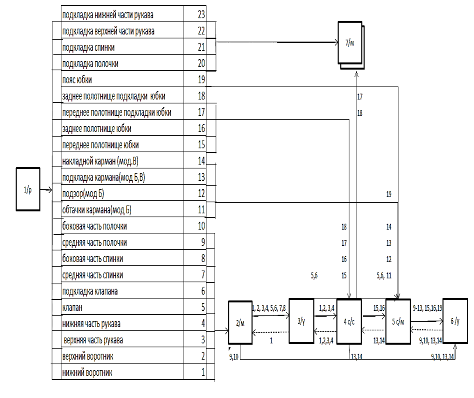
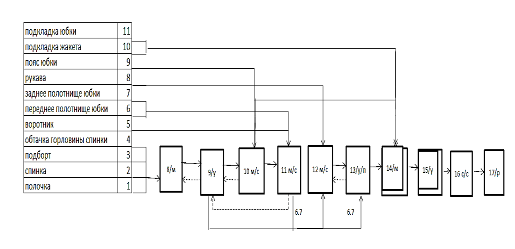
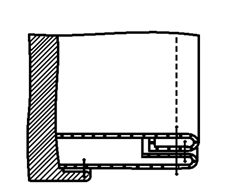
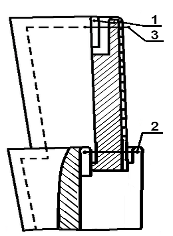
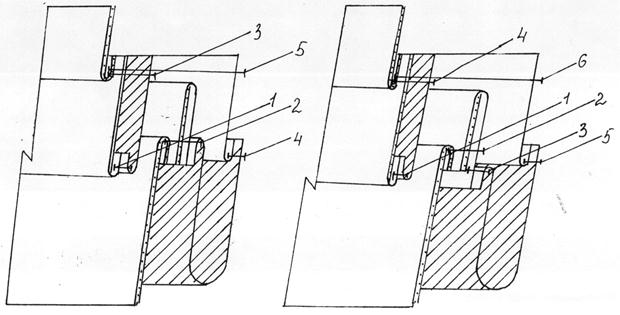
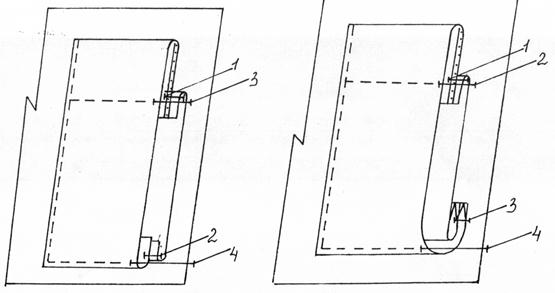
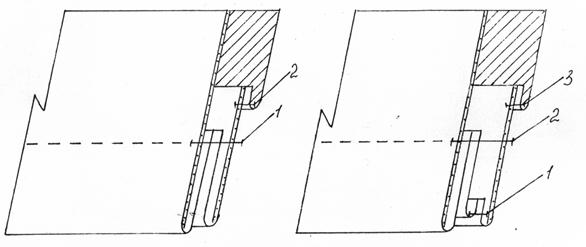
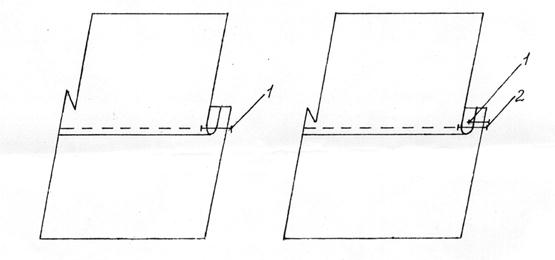
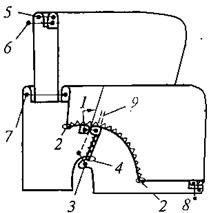
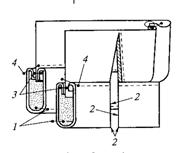
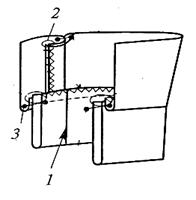
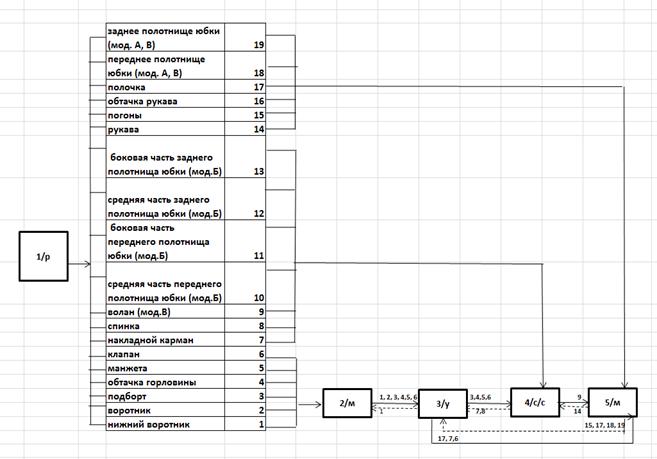 Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями
Монтажный график наглядно выявляет структуру потока, последовательность движения деталей в потоке, наличие кратных операций, порядок запуска деталей в поток, взаимосвязь между операциями
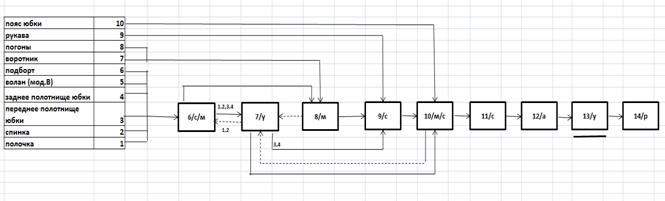 Рисунок 3- Монтажный график заготовительной секции
Рисунок 3- Монтажный график заготовительной секции
Рисунок 4- Монтажный график монтажной секции
5. Расчет технико-экономических показателей проектируемого потока
Окончательный итог организационно-технологического построения швейных потоков подводится расчетом основных технико-экономических показателей (ТЭП), оценивающих процесс организации труда в потоке.
Для анализа характеристики технического уровня потока составляется сводная таблица.
Таблица6 - Сводка рабочей силы технологического потока по изготовлению костюма женского (жакет, юбка)
Наименование изделия: Костюм женский (жакет и юбка) из костюмной ткани.
Мощность потока , ед.: 82
Такт потока, сек:351
Количество рабочих в потоке: 15
| Разряд | Время обработки по специальностям, с | Общее время обработки о разрядам | Расчетное количество рабочих по разрядам | Сумма разрядов | Тарифный коэффициент | Сумма тарифных коэффициентов | ||||
| М | С | Р | ПА | У | ||||||
| 1 | - | 1 | ||||||||
| 2 | 135 | 481 | 40 | 656 | 1,87 | 3,74 | 1,11 | 2,07 | ||
| 3 | 469 | 1030 | 427 | 355 | 352 | 2633 | 7,50 | 22,50 | 1,21 | 9,08 |
| 4 | 694 | 45 | 68 | 173 | 978 | 2,79 | 11,15 | 1,36 | 3,79 | |
| 5 | 180 | 200 | 620 | 1000 | 2,85 | 14,25 | 1,56 | 4,44 | ||
| Итого: общее время по специальностям | 1476 | 1275 | 976 | 355 | 1185 | 5267 | 15,01 | 51,63 |
| 19,39 |
| Количество рабочих по специальностям | 4,21 | 3,63 | 2,78 | 1,01 | 3,38 | 15,01 | ||||
| Удельный вес, % | 28,02 | 24,21 | 18,53 | 6,74 | 22,50 | 100 | ||||
1. Средний тарифный разряд:
![]()
2. Средний тарифный коэффициент Qср0
![]()
3. Выработка на одного рабочего в смену (производительность труда) характеризует технический уровень потока:
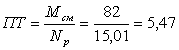 ед.
ед.
где Мсм - выпуск в смену, ед, N р - расчетное количество рабочих, чел.
4. Стоимость обработки единицы изделия Ризд, руб.:
![]() .
.
где: Стдн 1 раз- дневная тарифная ставка 1 разряда;ΣКт- cумма тарифных коэффициентов; Мсм - выпуск в смену.
5. Коэффициент механизации:
![]()
где: ∑t м, ∑t с, ∑t п, ∑tа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек.
6. Уровень специализации, Ус:
где Пс- количество специализированных организационных операций;
По- общее количество организационных операций
Похожие работы
... ), оценивающих процесс организации труда в потоке. Для анализа характеристики технического уровня потока составляется сводная таблица 6. Таблица 6 - Сводка рабочей силы технологического потока по изготовлению костюма женского (жакет, юбка) Наименование изделия: Костюм женский (жакет и юбка) из костюмной ткани Мощность потока, ед.: 71 Такт потока, сек: 403 Количество рабочих в потоке: 20 ...

... Характеристика применяемого оборудования и средства малой механизации В соответствии с выбором материалов и методов обработки был произведен подбор оборудования для изготовления формы для младших школьников. Характеристики применяемого оборудования представлены в таблице № 3. Таблица № 3. Характеристика применяемого оборудования Класс машины и завод изготовления Назначение машины ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
0 комментариев