Навигация
Планировка потоков в цехе
36709
знаков
9
таблиц
6
изображений
9. Планировка потоков в цехе
Планировка потоков в цехе и размещение рабочих мест в потоке зависит от выбранного способа организации технологического процесса и предусматривает следующие этапы: выбор типов и размеров рабочих мест в соответствии с каждой организационной операцией технологической схемы разделения труда; выбор расположения рабочих мест на потоке.
Расположение поточных линий и групп на плане цеха зависит от типа потока и применяемых транспортных средств. Во всех случаях оно должно обеспечить рациональное использование площади цеха в соответствии с нормативами и техникой безопасности.
Направление движения полуфабриката и готовых изделий по поточным линиям должно обеспечит непрерывность подачи кроя до сдачи готовой продукции.
Прежде чем приступить к размещению рабочих мест, необходимо наметить участки заготовки деталей, монтажную и отделочную секции, участок контроля и комплектования готовых изделий. Затем приступить к размещению рабочих мест и оборудования на каждом участке с учетом выбранной формы технологического потока, вида, размера оборудования и рабочих мест.
Место запуска следует располагать со стороны подачи кроя, а место выпуска — со стороны сдачи готовой продукции на склад, стремясь к тому, чтобы пути транспортирования кроя, п/фабриката, готовых изделий и движения людей.
Кроме рабочих мест должны иметься соответствующие места для хранения деталей кроя и готовой продукции. Крой хранят на специальных одно- и двухъярусных стеллажах с ячейками, расположенными в зоне запуска.
Внутрипроцессный транспорт предназначен для перемещения и внутреннего хранения грузов в пределах цеха( между его участками), подачи грузов к рабочим местам, подачи полуфабриката от одних рабочих мест к другим, а также для транспортирования изделий на склад готовой продукции.
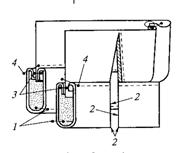
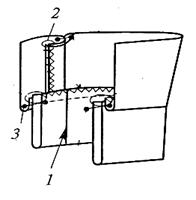
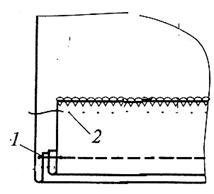
В швейной промышленности широкое распространение получилибесприводные средства транспортирования пачек деталей и полуфабрикатов. Из всех существующих видов транспортных средств, предназначенных для транспортирования пачек деталей и полуфабрикатов, бесприводные средства, они являются самыми простыми и экономичными в изготовлении и эксплуатации. К ним относятся: тележки – стеллажи, тележки- контейнеры, тележки- кронштейны и устройства фиксации пачек деталей ( зажимы).
Для потока были выбраны следующие виды внутрипроцесссного транспорта:
| Наименование транспортного средства | Марка | Размер | Вид внутрипроцессного транспортного средства |
| Тележка- контейнер | ТР 2С-903.00.000. | 883*300*900 |
|
| Тележки-кронштейны напольного транспортирования |
| ||
| Тележки-стеллажи напольного транспортирования | ТР 2С-718.00.000. | 1183*500*680 |
|



10. Организация контроля качества швейных изделий
Качество продукции – совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество продукции проверяется по действующим стандартам.
Под контролем качества понимают проверку соответствия показателей качества продукции установленным требованиям. Контроль качества швейных изделий осуществляется органолептическим и измерительным методами.
Органолептический метод – осмотр изделия, сопоставление его с образцом – эталоном, проверка креплений, клеевых соединений, совмещения симметричных деталей.
Измерительный метод – контроль с помощью линейки, сантиметровой ленты, текстильной лупы и др.
Контроль может быть сплошным, т.е. контроль каждого изделия, и выборочным.
На участках экспериментального подготовительного, и раскройного производства выполняют контроль качества материалов, изготовления лекал, раскладок трафаретов, контроль качества настилания материалов и контроль кроя.
Технический контроль подразделяется на входной, межоперационный, операционный, приемочный и инспекционный.
Входной контроль – контроль продукции поставщика, поступившей на предприятие для использования при изготовлении швейных изделий.
Межоперационный контроль – контроль полуфабрикатов, прошедших законченный этап обработки (группу технологических операций).
Операционный контроль – контроль продукции во время выполнения или после завершения технологической операции. Этот контроль подразделяется на следующие виды: периодический контроль технологических операций, при котором поступление информации о качестве выполнения контролируемых операций происходит через установленные интервалы времени, осуществляется мастерами, технологами, контролерами ОТК или (при достаточной укомплектованности штатов предприятия) специально обученным контролером (инструктором производственного обучения); самоконтроль, при котором объектом контроля является качество выполнения своей операции, осуществляется исполнителями технологических операций.
Взаимоконтроль, при котором объектом контроля является качество выполнения предыдущей операции, осуществляется исполнителем технологических операций.
Приемочный контроль продукции проводится с целью установления соответствия выпускаемой продукции требованиям стандартов, технических условий , техническому описанию, образцу – эталону. На швейных предприятиях приемочный контроль готовой продукции является сплошным, т.е. проверяется качество каждой единицы продукции.
Инспекционный контроль – контроль, осуществляемый специально уполномоченными лицами с целью проверки эффективности ранее выполненного контроля.
Сплошной контроль качества изделий проводят контролер и другие ответственные лица по следующей схеме:
Входной контроль включает контроль качества материалов, принесенных заказчиком, с целью выявления дефектов в материале и исключения их в крое и готовом изделии (выполняет приемщик); контроль качества материалов, поступающих на предприятие централизованно (выполняет контролер – браковщик).
Операционный контроль включает: контроль качества кроя с целью исключения дефектов на последующих операциях (выполняет бригадир – запускальщик) окончательную проверку качества кроя (осуществляется закройщиком в процессе примерки), при этом уточняется посадка изделия на фигуре, проверяется соответствие модели, конструкции, материалов заказанным; операционный контроль на каждой организационной операции в процессе с целью исключения возможности появления дефектов (выполняют рабочие бригады) – самоконтроль и взаимоконтроль; контроль на установочных операциях с целью выявления несоответствия обработки требованиям технических условий (выполняют рабочие высокой квалификации); контроль качества готового изделия перед сдачей (выполняет бригадир). Приемочный контроль включает: приемочный контроль качества готового изделия (выполняют контролер, закройщик и мастер участка), окончательный контроль качества готовой одежды, проверку соответствия готового изделия выбранной модели, конструкции, посадки на фигуре, отделки, облику заказчика и его требованиям (осуществляет закройщик и заказчик).
Для инспекционного контроля создаются цеховая и общефабричная комиссия по качеству, которые совместно с работниками ОТК предприятия осуществляют контроль выборочным методом.
Выводы
Целью курсового проекта является проектирование швейного цеха по изготовлению костюма женского, состоящего из жакета и юбки.
Коллекция моделей костюмов разработана на одной конструктивной основе. Технология изготовления соответствует уровню современной организации производства, позволяет значительно улучшить качество и повысить производительность труда.
На основании технологической последовательности был выполнен предварительный расчет потока и рассчитаны его основные параметры, проведен анализ исходных данных, выбран агрегатный тип потока и рассчитана схема разделения труда.
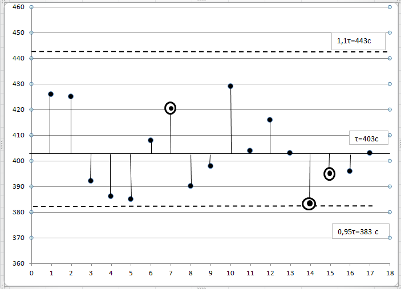
Проведенный анализ схемы показывает, что поток согласован правильно. Коэффициент синхронности равен единице. Анализ графика синхронности показывает, что время выполнения операций не превышают заданные отклонения.Монтажный график наглядно выявляет структуру потока, последовательность деталей в потоке, порядок запуска деталей.
Планировка рабочих мест выполнена с максимальным соблюдением правил. При расстановке рабочих мест обеспечена непрерывность потока от места запуска кроя до сдачи готовой продукции. В потоке нет пересечений линий получения кроя, готовых изделий и перемещения рабочих. Для перемещения полуфабрикатов используются бесприводныетранспортные средства. Организация рабочих мест выполнена рационально с применением НОТ и рациональных трудовых приемов.
В потоке предусмотрены мероприятия для повышения качества продукции, предупреждению брака.
Список используемой литературы
1. Зак И.С., Горохов И.К., Воронин Е.И. Справочник по швейному оборудованию [Текст] / И.С. Зак, И.К Горохов, Е.И. Воронин.- М.:Легпробытиздат.- 1981.- 166 с.
2. Кокеткин П.П. Одежда: технология-техника, процессы - качество: Справочник [Текст]/ П.П. Кокеткин.- М.: МГУДТ.- 2001.- 560с.
3. Основы функционирования технологических процессов швейного производств: Учебное пособие для ВУЗов и ССУЗов[Текст]/ В.Е. Мурыгин, Е.А Чаленко..- М.: Спутник +,-2001.- 299с.
4. Першина Л.Ф., Петрова С.В. Технология швейного производства: Учеб.пособие для сред.проф.учеб.заведений[Текст] / Л.Ф Першина, С.В Петрова.- М: Высшая школа,- 1991.- 365 с.
5. Промышленная технология одежды: Справочник[Текст] /П.П. Кокеткин, Т.Н., Кочегура, В.И., Барышникова и др.- М.: Легромбытиздат.- 1988- 640с.
6. Современные формы и методы проектирования швейного производства[Текст]/ Т.М.Серова, А.И. Афанасьева, Т.И. Илларионова, Р.А Делль. - М.: МГУДТ, 2004.- 340с.
7. Технология швейного производства: Учеб.пособие для сред.проф.учеб.заведений[Текст] / Э.К. Амирова, А.Т. Труханова, О.В. Саккулина, Б.С. Саккулин.- М: Академия,-2004.-480 с.
8. Журналы «Швейная промышленность», 2007-2009 гг.
Приложение А
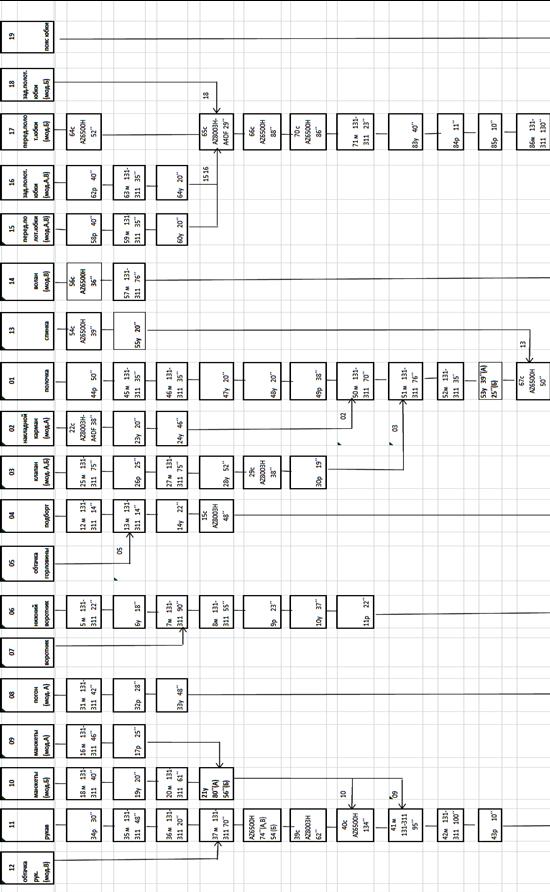
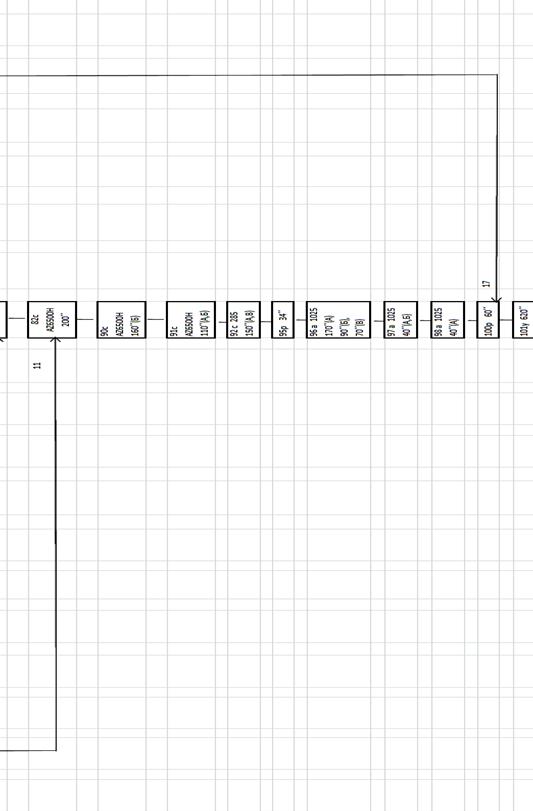
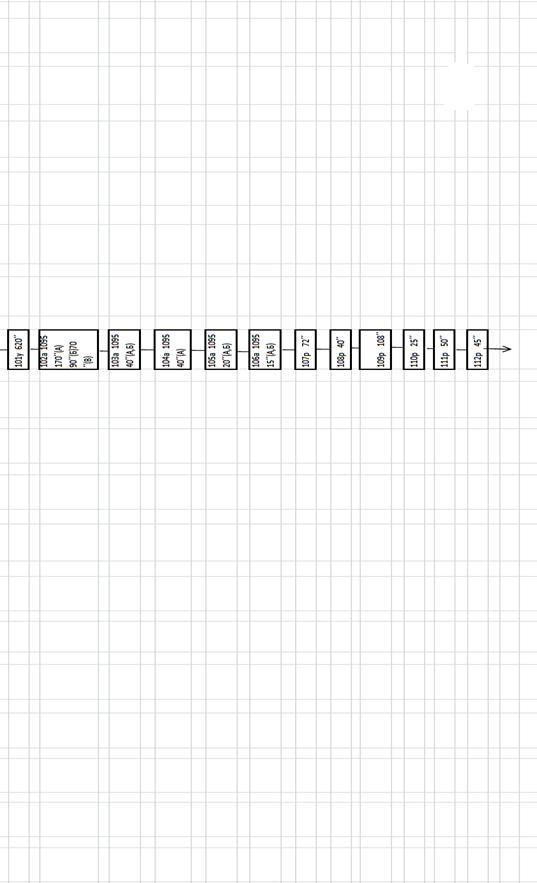
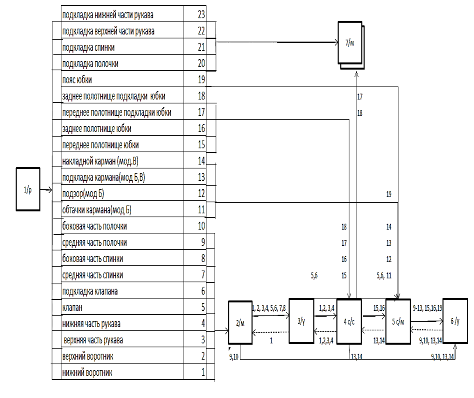
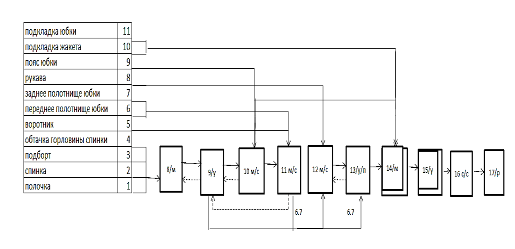
Граф-процесс изготовления костюма женского
Похожие работы
... ), оценивающих процесс организации труда в потоке. Для анализа характеристики технического уровня потока составляется сводная таблица 6. Таблица 6 - Сводка рабочей силы технологического потока по изготовлению костюма женского (жакет, юбка) Наименование изделия: Костюм женский (жакет и юбка) из костюмной ткани Мощность потока, ед.: 71 Такт потока, сек: 403 Количество рабочих в потоке: 20 ...

... Характеристика применяемого оборудования и средства малой механизации В соответствии с выбором материалов и методов обработки был произведен подбор оборудования для изготовления формы для младших школьников. Характеристики применяемого оборудования представлены в таблице № 3. Таблица № 3. Характеристика применяемого оборудования Класс машины и завод изготовления Назначение машины ...
... работы Питание процесса Малой мощности Специализированные по женской одежде пальтово-костюмного ассортимента Сменные Штучная подача Оригинальность и сложность моделей Сходны по технологической обработке Модель требует консультации и контроля закройщика за процессом изготовления Минимальное незавершенное производство и непрерывность процесса ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
0 комментариев