ПРОЕКТУВАННЯ ПОТОКОВОЇ ЛІНІЇ МЕХАНІЧНОЇ ОБРОБКИ ДЕТАЛІ
Вибір обладнання
Планування потокової лінії
Технологічний заділ
Розрахунок основних і оборотних засобів дільниці
Розрахунок чисельності допоміжних робітників
Розрахунок кошторису витрат на утримання та експлуатацію обладнання
Витрати на воду для технологічних потреб
Витрати на електричну енергію для освітлення
Калькулювання собівартості та ціни деталі
Розрахунок техніко-економічних показників дільниці (потокової лінії)
Навигация
Планування потокової лінії
Проектування потокової лінії механічної обробки деталі і розрахунок її техніко-економічних показників
58393
знака
27
таблиц
4
изображения
2.5. Планування потокової лінії
Планування обладнання (розміщення верстатів на плані) необхідно виконувати таким чином: на лист міліметрівки наноситься сітка колон, яка характеризується кроком колон і шириною прогону. Рекомендується застосувати відстань між осями суміжних колон продовж прогону (крок колон) - 6, 12 метрів, а відстань між суміжними рядами колон (широту прогону) – 12, 15, 18, 24 метри. Найбільш поширеними є сітка колон ![]() або
або![]() метрів. Розміри колон
метрів. Розміри колон ![]() мм або
мм або ![]() мм, ширина капітальної стіни – 400 мм; ширина віконних прорізів – 3000 мм.
мм, ширина капітальної стіни – 400 мм; ширина віконних прорізів – 3000 мм.
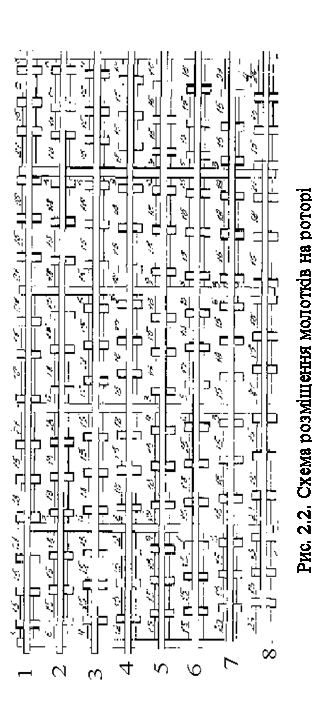
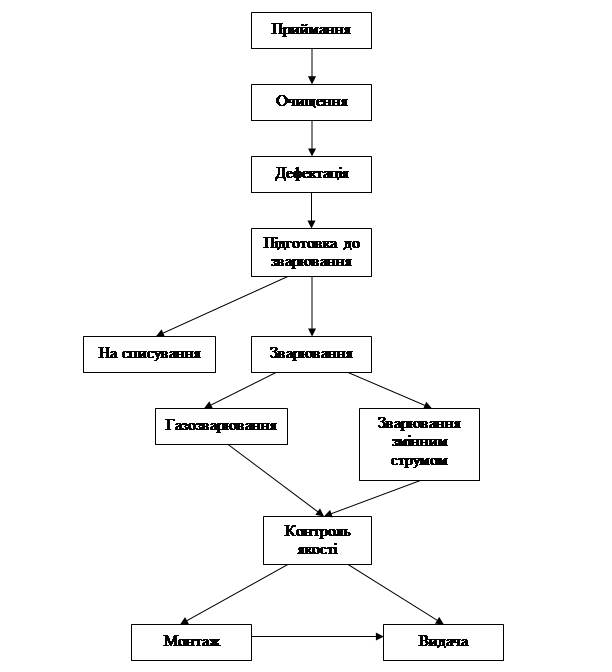
Планування в проекті слід починати з кута будівлі. За базу відміру відстані береться вісь зовнішнього ряду колон. Для планування використовуються габарити верстатів, які представляють собою вигляд верстата на плані із зображенням його висувних частин. Габарити верстатів розміщені в спеціальних альбомах. Типові габарити верстатів приведені в [2]. Користуючись типовими обрисами різних верстатів, можна отримати габарити потрібного верстата.
Необхідно знати правила розміщення обладнання на потоковій лінії:
1) обладнання повинно бути розставленим по ходу технологічного процесу, згідно з послідовністю виконання операцій;
2) рекомендується, як найбільш раціональне, розміщення верстатів вздовж прогону в один, два і більше паралельних рядів;
3) між паралельними рядами верстатів потрібно передбачити і показати транспортні між операційні засоби;
4) всі відстані між верстатами, верстатами і колонами, верстатами і транспортними засобами повинні бути взяті у відповідності до діючих норм[1,2];
5) при розміщенні верстатів не слід прагнути розміщати їх симетрично по ширині прогону. При невеликій кількості верстатів частина площі прогону може залишитися вільною (в проекті). На практиці вона буде зайнята другими потоковими лініями;
6) площа, яку займають верстати і проходи (виробнича площа дільниці) визначається із планування;
7) правильність розміщення обладнання перевіряється порівнянням питомої виробничої площі із запроектованого планування і нормами питомої площі для різних груп обладнання:
а) малі верстати – 5-9 м2;
б) середні – 10-16 м2;
в) великі – 18-60 м2
Питома виробнича площа знаходиться діленням площі дільниці на
кількість розміщених верстатів;
8) на плануванні повинні бути показані основні розміри, а також
лінія руху деталі між операціями технологічного процесу. Пік лінії вказує на те, що деталь оброблюється на даному верстаті. Кількість піків відповідає числу операцій. Якщо на операції встановлено декілька верстатів, то пік зображується лише до одного з них. Лінія руху деталі показує при правильному розміщенні обладнання на прямолінійність руху без зворотів і петлянь.
Планування потокової лінії наведено в додатку А.
Транспортні засоби на потоці повинні економити працю робітників. Потрібно вказати, які основні вимоги до них пред’являються.
Рекомендується на несинхронізованих лініях для середніх і великих деталей застосовувати рольганг, ширина якого вибирається в відповідності до розмірів деталі. Стандартна ширина роликів рольгангів складає: 300, 400, 500, 650, 800, 1000 мм. Ширина рольгангу на 48 мм більше. Для малих деталей застосовується транспортер, який переміщується за сигналами з робочих місць.
На синхронізованих лініях слід застосувати транспортер.
При масі деталі більше 20 кг потрібно передбачити біля робочих місць підйомні засоби (електротельфери, кран-балки, пневматичні підйомники та інше). Умовні зображення транспортних засобів наведені в [1,2].
2.6. Побудова графіка-регламенту роботи потокової лінії
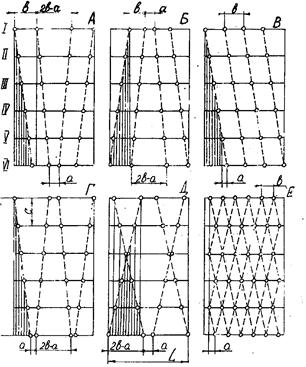
За допомогою графіка-регламенту можливо визначити ступінь завантаження недовантажених робочих місць і час їх роботи впродовж періоду обслуговування, виявити економічно оправдане використання робітників на лінії і тим самим усунути простої, визначити внутрішньо лінійні і оборотні заділи та побудувати графіки руху останніх (епюри оборотних заділів).
Важливе значення при встановленні режиму роботи лінії має вибір періоду обслуговування лінії (Т0). Його збільшення викликає зростання між операційних оборотних заділів, в той же час зростає можливість до загрузки верстатів другими роботами цеху, тому що відбудеться концентрація простоїв верстатів у часі. Досвід ряду підприємств показує, що раціонально при великих деталях (масою більше 20 кг) встановлювати період обслуговування в межах 30 хвилин, при середніх – 1-2 години, при малих – 4-8 годин. В даному проекті рекомендується будувати графік-регламент на період обслуговування То = 2 години.
Побудовано графік-регламент роботи потокової лінії як наведено на рисунку 2.3.
Рисунок 2.3а
Графік-регламент роботи потокової лінії і епюри оборотних заділів
| № опе-рації | tшт, хв. | nпрi, шт. |
| Період обслуговування потокової лінії Т0 , годин | Табельний № робітника | |
| 1 година | 2 година | |||||
| 1 | 7,46 | 2 | 3,55 | №1 №2 | ||
| 2 | 2,32 | 1 | 1,10 | №3 | ||
| 3а | 11,32 | 3 | 5,39 | №4 №5 №6 | ||
| 4 | 6,04 | 2 | 2,88 | №7 №8 | ||
| 5 | 4,06 | 2 | 1,93 | №9 №10 | ||
| 6 | 2,98 | 1 | 1,42 | №11 | ||
| 7 | 2,12 | 1 | 1,01 | №12 | ||
| 8 | 6,00 | 2 | 2,86 | №13 №14 | ||
| 9 | 9,94 | 3 | 4,73 | №15 №16 №17 | ||
| 10 | 5,08 | 2 | 2,42 | №18 №19 | ||
Рисунок 2.3б
Графік-регламент роботи потокової лінії і епюри оборотних заділів
| № опе-рації | tшт, хв. | nпрi, шт. |
| Період обслуговування потокової лінії Т0 , годин | Табельний № робітника | |
| 1 година | 2 година | |||||
| 1 | 7,46 | 2 | 3,55 | №1 №2 | ||
| 2 | 2,32 | 1 | 1,10 | №3 | ||
| 3б | 4,42 | 2 | 2,10 | №4 №5 | ||
| 4 | 6,04 | 2 | 2,88 | №6 №7 | ||
| 5 | 4,06 | 2 | 1,93 | №8 №9 | ||
| 6 | 2,98 | 1 | 1,42 | №10 | ||
| 7 | 2,12 | 1 | 1,01 | №11 | ||
| 8 | 6,00 | 2 | 2,86 | №12 №13 | ||
| 9 | 9,94 | 3 | 4,73 | №14 №15 №16 | ||
| 10 | 5,08 | 2 | 2,42 | №17 №18 | ||
2.7. Розрахунок заділів на потоковій лінії
Для забезпечення безперервності роботи потокової лінії поряд з іншими заходами необхідно створити ряд заділів. Внутрішньо лінійні заділи на потокових лініях бувають: технологічними, транспортними, страховими та оборотними.
Похожие работы
... ійно-методичне забезпечення практичної підготовки студентів буде здійснюватися за певними педагогічними шляхами, які ми спробуємо реалізувати в наступному розділі. РОЗДІЛ 2. ПЛАНУВАННЯ ТА ОРГАНІЗАЦІЯ ПРАКТИЧНОГО НАВЧАННЯ СТУДЕНТІВ У ПРОЦЕСІ ВИВЧЕННЯ ДИСЦИПЛІНИ „МЕХАНІЗАЦІЯ ТВАРИННИЦТВА” 2.1 Зміст, роль та місце дисципліни„ Механізація тваринництва” у підготовці майбутніх інженерів-механіків ...
... і його повною собівартістю: П = 6,65 - 5,7 = 0,95 грн. Рентабельність виробу становить: Задача 61 Обчислити величину балансового прибутку підприємства на наступний рік, враховуючи такі очікувані показники його виробничо-господарської діяльності, тис. грн.: 1)обсяг продажу товарів продукції 6800 2) повні витрати на виробництво товарної продукції 4600 3) витрати на реалізацію ...
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...

... в КР, а пробіг до капітального ремонту приймаємо як міжремонтний цикл. 2.1.1 Прийняті коефіцієнти коректування нормативів Періодичність і трудомісткість технічного обслуговування і поточного ремонту рухомого складу корегуємо згідно ВНТП – СГіП – 46.16.96 з допомогою коефіцієнтів в залежності від таких умов: категорії умов експлуатації – к1; модифікації рухомого складу та організації його ...
0 комментариев