ПРОЕКТУВАННЯ ПОТОКОВОЇ ЛІНІЇ МЕХАНІЧНОЇ ОБРОБКИ ДЕТАЛІ
Вибір обладнання
Планування потокової лінії
Технологічний заділ
Розрахунок основних і оборотних засобів дільниці
Розрахунок чисельності допоміжних робітників
Розрахунок кошторису витрат на утримання та експлуатацію обладнання
Витрати на воду для технологічних потреб
Витрати на електричну енергію для освітлення
Калькулювання собівартості та ціни деталі
Розрахунок техніко-економічних показників дільниці (потокової лінії)
Навигация
Технологічний заділ
Проектування потокової лінії механічної обробки деталі і розрахунок її техніко-економічних показників
58393
знака
27
таблиц
4
изображения
2.7.1. Технологічний заділ
Технологічний заділ (Зтехн) – загальна кількість деталей, що знаходяться в даний момент в процесі обробки на всіх операціях лінії:
![]() , (2.8)
, (2.8)
де т – кількість операцій на лінії;
пі – кількість робочих місць на кожній операції;
S – кількість одночасно оброблюваних деталей на кожному робочому місці, S = 1.
Зтехн (а) = (2 + 1 + 3 + 2 + 2 + 1 + 1 + 2 + 3 + 2) * 1 = 19 деталей;
Зтехн (б) = (2 + 1 + 2 + 2 + 2 + 1 + 1 + 2 + 3 + 2) * 1 = 18 дететалй;
2.7.2. Транспортний заділ
Транспортний заділ (Зтр) створюється деталями, які знаходяться на потоковій лінії поміж робочими місцями:
![]() , (2.9)
, (2.9)
де р – розмір транспортної партії деталей.
При поштучній передачі деталей з операції на операцію величина р = 1.
Зтр (а)= (19 – 1) * 1 = 18
Зтр (б)= (18 – 1) * 1 = 17
2.7.3. Страховий заділ
Страховий заділ (Зстр) створюється перед найбільш відповідальною (як правило, це найбільш трудомістка) операцією. Його величина встановлюється в розмірі 4-5% змінного завдання. Окрім цього, перед кожною операцією створюється 15-20 хвилинний страховий заділ деталей з метою створення можливості для незалежного початку роботи:
![]() , (2.10)
, (2.10)
де Зстр і – страховий заділ на і-тій операції, штук;
пі – кількість верстатів на даній операції, штук;
tшті – трудомісткість операції, хвилин.
Зстр 1 = (20 / 7,46) * 2 = 5,36
| Зстр 2 = | 8,62 |
| Зстр 3а = | 5,30 |
| Зстр 3б = | 9,05 |
| Зстр 4 = | 6,62 |
| Зстр 5 = | 9,85 |
| Зстр 6 = | 6,71 |
| Зстр 7 = | 9,43 |
| Зстр 8 = | 6,67 |
| Зстр 9 = | 6,04 |
| Зстр 10 = | 7,87 |
2.7.4. Оборотний міжопераційний заділ
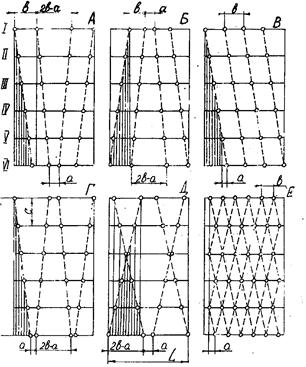
Оборотний міжопераційний заділ (Зоб) створюється поміж суміжними операціями внаслідок їх різної трудомісткості (продуктивності). Його величина розраховується на основі графіка-регламенту роботи потокової лінії. Для того, щоб розрахувати міжопераційні оборотні заділи між суміжними операціями, період обслуговування Т0 розподіляють на часткові періоди часу t0, впродовж яких на двох суміжних операціях працює незмінна кількість верстатів.
Максимальну величину оборотного заділу, що знову утворюється (якщо результат виходить зі знаком плюс) або витрачається (якщо результат виходить зі знаком мінус) для кожного відрізку часу t0 визначаємо по формулі:
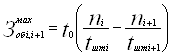 , (2.11)
, (2.11)
де пі, пі+1 – кількість верстатів, працюючих одночасно, відповідно, на попередній та послідуючих операціях протягом часу t0.
Розраховані величини заділів наносяться в прийнятому масштабі на ординати графіка-регламенту, які знаходяться між відповідними суміжними операціями (рисунок 2.3).
Зоб1-2 = 1,1(2/7,46-1/2,32) *60 = -10
Зоб1-2ʼ = (1,55-1,10)(2/7,46-0) *60 = 5
Зоб1-2ʼʼ = (2,00-1,55)(1/7,46-0) *60 = 5
Ʃ Зоб1-2 ≈ 0,00
Зоб2-3а = 1,1(1/2,32-3/11,36) *60 = 11
Зоб2-3аʼ = 0,29(1/2,32-3/11,36) *60 = -3
Зоб2-3аʼʼ = 0,61(-2/11,36) *60 = -8
Зоб3а-4 = 0,51(3/11,36-1/6,04) *60 = 3
Зоб3а-4ʼ = 0,61(2/11,36-1/6,04) *60 = 1
Зоб3а-4ʼʼ = 0,88(3/11,36-2/6,04) *60 = -4
Зоб4-5 = 0,965(2/6,04-2/4,06) *60 = 12
Зоб4-5ʼ = 0,085(1/6,04-2/4,06) *60 = -2
Зоб4-5ʼʼ = 1,035(1/6,04) *60 = -10
Зоб5-6 = 0,965(2/4,06-1/2,98) *60 = 9
Зоб5-6ʼ = 0,455(-1/2,98) *60 = -9
Зоб6-7 = 1,42(1/2,98-1/2,12) *60 = -8
Зоб6-7ʼ = 0,41(1/2,98) *60 = 8
Зоб7-8 = 1,01(1/2,12-2/6*60) = 7
Зоб7-8ʼ = 0,15(-2/6) *60 = 3
Зоб7-8ʼʼ = 0,99(-1/6) *60 = -10
Зоб8-9 = 0,86(2/6-3/9,94) *60 = 2
Зоб8-9ʼ = 0,13(2/6-2/9,94) *60 = 1
Зоб8-9ʼʼ = 1,14(1/6-2/9,94) *60 = -3
Зоб9-10 = 0,73(3/9,94-2/5,08) *60 = -4
Зоб9-10ʼ = 0,31(3/9,94-1/5,08) *60 = 7
Зоб9-10ʼʼ = 1,27(2/9,94-1/5,08) *60 = -3
Зоб2-3б = 1,1(1/2,32-2/3,16) *60 = 1
Зоб2-3бʼ = 1(1/2,32-1/4,42) *60 = 12
Зоб2-3бʼʼ = 0,9(-1/4,42) *60 = -13
Зоб3б-4 = 0,88(2/4,42-2/6,02) *60 = 11
Зоб3б-4ʼ = 0,78 (1/4,42-2/6,02) *60 = -5
Зоб3б-4ʼʼ= 1,12(1/4,42-1/6,02) *60 = -6
Похожие работы
... ійно-методичне забезпечення практичної підготовки студентів буде здійснюватися за певними педагогічними шляхами, які ми спробуємо реалізувати в наступному розділі. РОЗДІЛ 2. ПЛАНУВАННЯ ТА ОРГАНІЗАЦІЯ ПРАКТИЧНОГО НАВЧАННЯ СТУДЕНТІВ У ПРОЦЕСІ ВИВЧЕННЯ ДИСЦИПЛІНИ „МЕХАНІЗАЦІЯ ТВАРИННИЦТВА” 2.1 Зміст, роль та місце дисципліни„ Механізація тваринництва” у підготовці майбутніх інженерів-механіків ...
... і його повною собівартістю: П = 6,65 - 5,7 = 0,95 грн. Рентабельність виробу становить: Задача 61 Обчислити величину балансового прибутку підприємства на наступний рік, враховуючи такі очікувані показники його виробничо-господарської діяльності, тис. грн.: 1)обсяг продажу товарів продукції 6800 2) повні витрати на виробництво товарної продукції 4600 3) витрати на реалізацію ...
... цеха. Результати всіх цих розрахунків приведені у таблиці 4.1. Таблиця 4.1 – Основні техніко - економічні показники вагоноскладального цеха Найменування показників Одиниці виміру Значення показників Фактична програма ремонту вагонів 5567 Число поточно - конвеєрних ліній 3 Фронт роботи поточно - конвеєрної лінії 6 Фронт роботи цеху 18 Виробнича площа цеху ...

... в КР, а пробіг до капітального ремонту приймаємо як міжремонтний цикл. 2.1.1 Прийняті коефіцієнти коректування нормативів Періодичність і трудомісткість технічного обслуговування і поточного ремонту рухомого складу корегуємо згідно ВНТП – СГіП – 46.16.96 з допомогою коефіцієнтів в залежності від таких умов: категорії умов експлуатації – к1; модифікації рухомого складу та організації його ...
0 комментариев