Навигация
Разработка высокопроизводительного технологического процесса по изготовлению куртки женской из джинсовой ткани
28283
знака
9
таблиц
2
изображения
КУРСОВОЙ ПРОЕКТ
Разработка высокопроизводительного технологического процесса по изготовлению куртки женской из джинсовой ткани
СОДЕРЖАНИЕ
Введение
1 Техническое описание модели
2 Обоснование выбора режимов, методов обработки, оборудования, приспособлений
3 Составление технологической последовательности изготовления изделия
4 Техническое проектирование технологического процесса швейного производства
4.1 Предварительный расчет швейного потока
4.2 Анализ исходных данных, выбор и обоснование типа потока, его структуры, вида запуска изделий в поток, характеристика питания потока
4.3 Технологическая схема разделения труда и ее анализ
4.4 Расчет и анализ технико-экономических показателей потока
4.5 План размещения рабочих мест на потоке
Заключение
ВВЕДЕНИЕ
Среди отраслей, изготавливающих товары для населения, ведущее место занимает швейная промышленность, которая производит одежду высокого качества и разнообразного ассортимента на предприятиях новых организационных структур: концернах, ассоциациях, акционерных обществах и т.д. В настоящее время потребитель ставит перед производителем одежды жесткие требования: качество, новизна, стильность, удобство, оптимальная цена.
В реализации стоящих перед легкой промышленностью задач по расширению ассортимента, улучшению качества выпускаемых изделий, повышение конкурентоспособности выпускаемой продукции большое место занимает разработка и внедрение автоматизированных технологических процессов, современной технологии и организации производства.
Внедрение передовой техники и технологии, организация производства на промышленных предприятиях содействуют укреплению технической дисциплины в отрасли, повышение производительности труда и улучшение качества изделия. Большие возможности имеет малооперационная технология, позволяющая за один проход выполнить несколько неделимых операций или осуществить монтаж узлов, миную предварительное соединение отдельных деталей.
Целью курсового проекта является разработка высокопроизводительного технологического процесса по изготовлению куртки женской из джинсовой ткани, отвечающего требованиям современного производства, основанного на применении прогрессивных методов обработки, использования нового оборудования и средств оргтехоснастки.
ТЕХНИЧЕСКОЕ ОПИСАНИЕ МОДЕЛИ
Куртка женская из джинсовой ткани для младшей возрастной группы, повседневный, спортивного стиля, полуприлегающего силуэта. Застежка центральная, потайная до верху с настрочной планкой, застегивающейся на 5 металлических пробивных кнопок.
Полочка отрезная по линии талии с рельефами из бокового шва, с вытачками из рельефных швов к центру груди.
Спинка с отрезной фигурной кокеткой и средним швом на кокетке, с рельефными швами от кокетки до низа жакета.
Рукав втачной двухшовный, с верхним и нижним швами.
Воротник втачной, стойка.
Воротник, планка, шов притачивания кокетки, рельефы, вытачки, плечевые швы и верхние швы рукавов настрочены отделочной строчкой шириной шва 0,7см. Низ рукавов застрочен двумя отделочными строчками расстояние между ними 0,7см. низ жакета застрочен строчкой шириной шва 1см.


Рис.1 Зарисовка модели
2. ОБОСНОВАНИЕ ВЫБОРА РЕЖИМОВ, МЕТОДОВ ОБРАБОТКИ, ОБОРУДОВАНИЯ, ПРИСПОСОБЛЕНИЙ
От качества выполненных машинных строчек и швов и правильного выбора параметров влажно-тепловой обработки зависит качество и внешний вид изделия. Поэтому необходимо обратить особое внимание на выбор режимов обработки применяемых при изготовлении изделия.
При изготовлении проектируемого изделия используются ниточный способ соединения деталей одежды, как наиболее распространенный и универсальный. Ниточные соединения имеют достаточную прочность, эластичность, красивый внешний вид. Показатели качества ниточных соединений зависят от параметров образования строчки (стежкообразования) и от режимов работы исполнительных инструментов швейных машин.
Для изготовления были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Применение перспективного оборудования позволит улучшить качество обработки изделия, улучшить организацию труда работников, снизить трудоемкость обработки узлов.
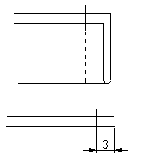
Характеристика машинных строчек и швов, применяемых при изготовлении изделия, представлена в таблице 2.1.
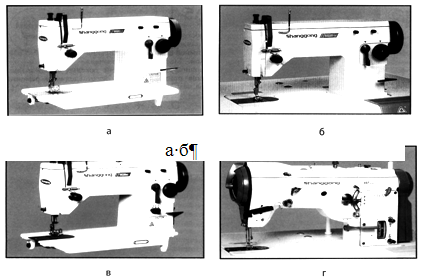
Характеристика оборудования для ниточного соединения деталей швейных изделий и ВТО и приводится в таблицах 2.2, 2.3.
Таблица 2.1
Характеристика машинных строчек и швов, применяемых при изготовлении изделия
| Наименование шва | Конструкция шва | Вид применяемых стежеов | Применение в изделии | Характеристика шва | Номер ниток | № и тип иглы | Наименование оборудования | ||||
| Ширина шва, мм | Кол-во стежков в 1см. | Кол-во соедин слоев | Х/Б | Армирован | Лавсан, шелк | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Стачной взаутюжку с обметанным срезом | Двухниточная цепная 401, трехниточная краеобметолчная цепная 504 | Обработка боковых, плечевых, швов рукавов, , среднего шва спинки, швы втачивания рукавов | 10-12 | 3-4 | 2 | 50, | 44хл | 33 55л | 0037-02-70-90 | AZ6500H-С5DF ПО «Азов» Россия | |
| Обтачной в кант |
| Челночная двухниточная тип 301 | Обработка борта, воротника | 5-7 | 3-4 | 2 | 50, 40 | 44хл | 33 55л | 0092-02-80-100 | 131- 111-100 ПО“Промшвеймаш” |
| Настрочной с открытыми срезами | 401,504 двухниточная челночная 301 | Соединение кокеток, планок, швов рукавов, вытачек рельефных швов полочек и спинки | 12-15 От края до отд. строчки – 1-2 | 4-5 | 3 | 80,60 (22,7; 30,3) | 44хл | 65-75 | 0037-02-70- 0037-02-90 | AZ6500H-С5DF ПО «Азов» Россия 131-111 +100 ПО“Промшвеймаш | |
| Вподгибку с закрытым срезом | двухниточная челночная 301 | Обработка низа изделия, низа рукава | 30-40 | 2-3 | 3 | 80,60 (22,7; 30,3) | 44хл | 65-75 | 0063-80 0063-90 | 131- 111-100 ПО“Промшвеймаш | |
Таблица 2.2
Характеристика оборудования для ниточного соединения деталей швейных изделий| Оборудование, Предприятие-изготовитель | Тип или класс машины | Максим. частота вращения главного вала, мин-1 | Длина стежка, мм. | Механизм перемещения материала | Иглы /ГОСТ 22249-76/. | Толщина пакета, мм мм | Наименование, марка средства малой механизации | Технологические операции. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Одноигольная стачивающая машина АО «Орша» Беларусь | 131-111 +100 | 5000 | 3,5 | нижняя рейка | 0092-02-80-100 | 3 | 3-5А 3-140 М.1.2. 1-44(Л-000) МОМЗ ЦНИИШП | стачивание, притачивание, настрачивание, втачивание |
| Краеобметочная машина ПО «Азов» Россия | AZ8003H-A4DF | 8000 | 3,5 | дифференциальный двигатель | 0037-02-70-90 | 5 | обметывание срезов | |
| Стачивающе-обметочная машина ПО «Азов» Россия | AZ6500H-С5DF | 6500 | 4,0 | дифференциальный двигатель | 0037-02-70-90 | 5 | 3-132 МОМЗ ЦНИИШП | Стачивание с одновременным обметыванием срезов |
Таблица 2.3
Характеристика оборудования для влажно-тепловой обработки и склеивания| Вид оборудования, предприятие - изготовитель | Производительность циклов, час | Усилие прессования, Кн. | Тип привода | Способ нагрева подушки | Температура нагрева подушки, оС. | Тип Подушки | Выполняемая операция | |||
| верхний | нижний | верхней | ниж- ней | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| Стол утюжильный 101 «Макпи» Италия | - | - | - | - | электропаровой | - | 105-110 | 0981 | внутрипроцессная ВТО | |
| Электропаровой утюг УТП-20Э ОАО «Агат» Россия | - | 2 кг. | - | электропаровой | - | 100-240 | - | - | внутрипроцессная ВТО | |
Похожие работы




... 88 70 20 26 2.3 Разработка технологической последовательности обработки изделия На основании выбранных методов обработки и применяемого оборудования составляется технологическая последовательность обработки женской куртки из джинсовой ткани. 2.3.1 Общая схема сборки деталей и узлов изделия Общая схема сборки должна разрабатываться перед составлением технологической последовательности ...


... , расстоянием между иглами и др. Общая классификация рядов приведена в таблице 5. Таблица 5 Классификация рядов машин МО-6 3. Основные принципы совершенствования швейных машин За последние несколько десятилетий специалисты, работающие в химической промышленности, металлургии, предложили практическому машиностроению большое количество новых полимерных и композитных материалов, новых ...
0 комментариев