Навигация
Компонование средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием
14605
знаков
8
таблиц
5
изображений
8. Компонование средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием
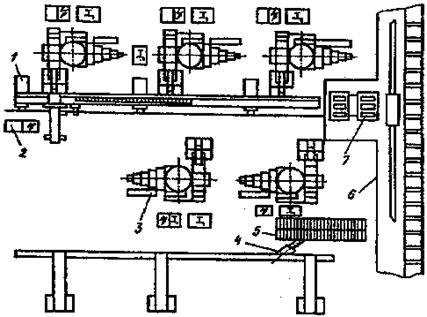
На основании предыдущих расчетов подготавливаем общий вид РТК. Для этого определяем взаимно-координатное расположение средств автоматизации загрузки в робототехническом комплексе.
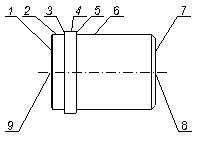
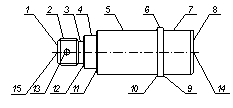
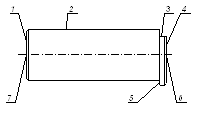
Разрабатываются схемы компоновки в 2-х видах (сверху и сбоку), где показывается траектория движения захватного устройства относительно исходного положения. В исходном положении показываются опорные точки станка, промышленного робота, транспортера-накопителя и захватного устройства. Так как применяется один и тот же РТК, то разрабатываем одну схему, например для детали «хвостовик» (766.36.70.15).
На схеме принимаем следующие обозначения:
Ост – ноль станка;
Опр – ноль промышленного робота;
Озу – ноль захватного устройства.
Отр – ноль транспортера-накопителя;
Чертеж схемы движения захватного устройства представлена на листе А2.
9. Разработка циклограммы работы оборудования, входящего в РТК
Разрабатываем циклограмму последовательности выполнения перемещений захватным устройством в процессе загрузки, разгрузки и транспортирования деталей в аналитическом виде.
Для этого задаем начальное положение механизмов:
деталь обработана, но не снята.
Для описания формулы циклограммы принимаем следующие обозначения интервалов затрат времени на выполнение движения узлами РТК:
![]() - поворот руки промышленного робота ПР с захватным устройством ЗУ на угол
- поворот руки промышленного робота ПР с захватным устройством ЗУ на угол ![]() вниз
вниз
![]() - выдвижение руки с ЗУ вперед;
- выдвижение руки с ЗУ вперед;
![]() - захват детали ЗУ;
- захват детали ЗУ;
![]() - разжим кулачков патрона;
- разжим кулачков патрона;
![]() - отвод заднего центра;
- отвод заднего центра;
![]() - ПР перемещается вправо (вынимается деталь из патрона);
- ПР перемещается вправо (вынимается деталь из патрона);
![]() - рука ПР с ЗУ поднимается на угол
- рука ПР с ЗУ поднимается на угол ![]() вверх;
вверх;
![]() - поворот руки ПР с ЗУ в горизонтальной плоскости на угол 90º вправо;
- поворот руки ПР с ЗУ в горизонтальной плоскости на угол 90º вправо;
![]() - рука ПР с ЗУ опускается на угол
- рука ПР с ЗУ опускается на угол ![]() вниз;
вниз;
![]() - разжим ЗУ;
- разжим ЗУ;
![]() - отвод руки с ЗУ назад;
- отвод руки с ЗУ назад;
![]() - подвод тележки транспортера-накопителя с заготовкой и отвод тележки транспортера накопителя с обработанной деталью;
- подвод тележки транспортера-накопителя с заготовкой и отвод тележки транспортера накопителя с обработанной деталью;
Деталь не обработана.
![]() - выдвижение руки с ЗУ вперед;
- выдвижение руки с ЗУ вперед;
![]() - захват заготовки ЗУ;
- захват заготовки ЗУ;
![]() - рука ПР с ЗУ поднимается на угол
- рука ПР с ЗУ поднимается на угол ![]() вверх;
вверх;
![]() - поворот руки ПР с ЗУ в горизонтальной плоскости на угол 90º влево;
- поворот руки ПР с ЗУ в горизонтальной плоскости на угол 90º влево;
![]() - рука ПР с ЗУ опускается на угол
- рука ПР с ЗУ опускается на угол ![]() вниз;
вниз;
![]() - ПР перемещается влево (вставляется деталь в патрон);
- ПР перемещается влево (вставляется деталь в патрон);
![]() - зажим кулачков патрона;
- зажим кулачков патрона;
![]() - подвод заднего центра;
- подвод заднего центра;
![]() - разжим ЗУ;
- разжим ЗУ;
![]() - отвод руки с ЗУ назад;
- отвод руки с ЗУ назад;
![]() - рука ПР с ЗУ поднимается на угол
- рука ПР с ЗУ поднимается на угол ![]() вверх;
вверх;
![]() - обработка заготовки в положение установа 1;
- обработка заготовки в положение установа 1;
![]() - рука ПР с ЗУ опускается на угол
- рука ПР с ЗУ опускается на угол ![]() вниз;
вниз;
![]() - выдвижение руки с ЗУ вперед;
- выдвижение руки с ЗУ вперед;
![]() - захват обработанной детали;
- захват обработанной детали;
![]() - разжим кулачков патрона;
- разжим кулачков патрона;
![]() - отвод заднего центра;
- отвод заднего центра;
![]() - ПР перемещается вправо (вынимается полудеталь из патрона);
- ПР перемещается вправо (вынимается полудеталь из патрона);
![]() - ЗУ поворачивается вокруг своей оси на угол 180º;
- ЗУ поворачивается вокруг своей оси на угол 180º;
![]() - ПР перемещается влево (вставляется деталь в патрон);
- ПР перемещается влево (вставляется деталь в патрон);
![]() - зажим кулачков патрона;
- зажим кулачков патрона;
![]() - подвод заднего центра;
- подвод заднего центра;
![]() - разжим ЗУ;
- разжим ЗУ;
![]() - отвод руки с ЗУ назад;
- отвод руки с ЗУ назад;
![]() - рука ПР с ЗУ поднимается на угол
- рука ПР с ЗУ поднимается на угол ![]() вверх;
вверх;
![]() - обработка заготовки в положении установа 2.
- обработка заготовки в положении установа 2.
Формула циклограммы в аналитическом виде:
Fц=
Заключение
В данной курсовой работе было выполнено следующее:
подобраны элементы РТК для обработки трех деталей типа вал в условиях средне серийного производства;
спроектировано захватное устройство;
разработаны наладки захватного устройства при установке деталей на станке с ЧПУ и на транспорте-накопителе;
разработаны чертежи общего вида РТК и составлена циклограмма обработки деталей.
Литература
1. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения. Минск: Высш. Школа, 1975, 288с.
2. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985. 656 с. ил.
3. Средства автоматизации загрузки и разгрузки деталей РТК для токарной обработки: метод. Указания/сост. Царев А.М. – Тольятти: ТолПИ, 1991.
Похожие работы
... поршня 40 40 40 Диаметр штока 20 20 20 8. Компоновка средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием На основе полученных результатов проделанной работы, используя [6], [7], подготавливаем общий вид робототехнического комплекса. На чертеже общего вида покажем вид в плане РТК, а также дополнительно виды и сечения для пояснения ...
... другой заявки с более высоким приоритете а также определение возможности и целесообразности выполнения отдельных вспомогательных подпрограмм управления ПР с учетом его текущего положения до прихода заявок на обслуживание от станков ртк. Примеры РТК механообработки В данном разделе рассмотрены примеры компоновочных решений РТК типа «станок – ПР». Однопозиционный РТК на базе токарного станка мод. ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев