Навигация
Разработка теоретических схем базирования крепления заготовок на станке, в захватном устройстве и на транспортере накопителе
14605
знаков
8
таблиц
5
изображений
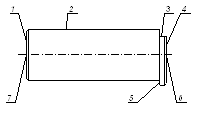
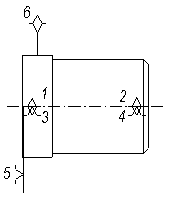
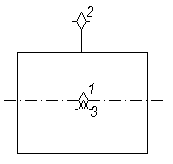
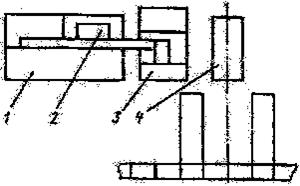
3. Разработка теоретических схем базирования крепления заготовок на станке, в захватном устройстве и на транспортере накопителе
Разработаем теоретические схемы базирования, крепления заготовок на токарном стане с ЧТУ, в захватном устройстве при транспортировке и загрузке, на приспособлениях транспортера-накопителя деталей.
4. Разработка наладок при обработке заготовок на токарном оборудовании
При разработки наладки на токарном оборудовании необходимо точно определиться с выбором станка и приспособления на основании выше изложенного получим:
По [3,стр.12] выбираем модель токарного станка с учетом конструктивных параметров и технических требований обрабатываемых деталей.
Принимаем станок-полуавтомат с оперативной системой управления – TZC32N1.
Так же производим выбор токарного трехкулачкового механизированного патрона с учетом:
- модели станка с ЧПУ: TZC32N1;
- конструктивных параметров обрабатываемых деталей и их заготовок (![]() );
);
По [3, с.15] выбираем патрон: РИКХ-315.
Данный патрон обеспечивает самоустановку кулачков по заготовке при ее обработке в центрах, а также центрирование заготовки при обработке в патроне. Патрон оснащен плавающим центром. Зажим и разжим детали в патроне производится от гидравлического привода, установленного на заднем конце шпинделя станка. При обработке в центрах производится дополнительный поджим центром задней бабки, действующей также от гидропривода.
Чертеж наладки представлен на листе А2.
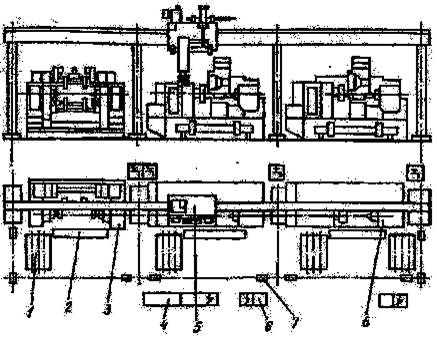
5. Расчет и проектирование транспортера-накопителя и разработка наладок размещения на нем заготовок
На основе конструктивных параметров обрабатываемых деталей, технологического процесса их обработки и выбранного станка с ЧПУ выбираем модель и типа размер тактового транспортера-накопителя.
Тактовый транспортер-накопитель предназначен для хранения запасов заготовок и подачи их в зону захвата загрузочным устройством. На транспортере-накопителе расположены перемещаемые пластины-тележки для размещения заготовок и обработанных деталей в приспособлениях.
Так как самая тяжелая заготовка имеет массу 3,3 кг, выбираем модель тактового транспортера-накопителя СТ 150.
Основные характеристики тактового транспортера-накопителя СТ 150:
габаритные размеры транспортера L*B*H: 2250*650*800 мм;
грузоподъемность одной пластины: 10 кг;
размеры пластин А*Б: 150*225 мм;
размеры пластин l*b: 150*150 мм.
- число пластин 24
Во время смены детали на транспортере-накопителе пластины неподвижны и точность позиционирования определена точностью шагового перемещения пластины.
Разработаем базирующие и установочные регулируемые и нерегулируемые элементы на пластине для размещения и базирования заготовок и деталей. Базирующие и установочные элементы являются элементами установочного приспособления и крепятся на пластине. Базирующие и установочные элементы должны обеспечивать размещение на них обработанных деталей и их заготовок с возможностью предварительной регулировки и переналадки.
Чертеж транспортера накопителя представлен на листе А1.
6. Выбор промышленного робота для использования в РТК токарной обработки
Автоматизация загрузки и смены обрабатываемых деталей осуществляется с помощью промышленного робота модели «Универсал-60.01».
Основное назначение – для разгрузки-загрузки основного и вспомогательного технологического оборудования.
Технические характеристики промышленного робота:
Номинальная грузоподъемность, кг 60
Число степеней подвижности 6
Число рук/захватов на руку 1/1
Тип привода Электрогидравлический
Устройство управления Позиционное ПУР-2М
Число программируемых координат 6
Средство программирования перемещений Обучение
Погрешность позиционирования, мм ±3
Максимальный радиус обслуживания R, мм 2044
Масса, кг 2340
Линейное перемещение, мм
х (со скоростью 0,4 м/с) 1000
у (со скоростью 0,08 м/с) 400
Угловые перемещения, º:
φ (со скоростью 45º/с) 340
θ (со скоростью 10º/с) 40
α (со скоростью 90º/с) 360
β (со скоростью 70º/с) 190
Страна изготовитель СССР
7. Расчет захватного устройства и разработка конструкции его размещения на руке промышленного робота
Расчет реакции в губках
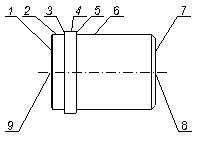
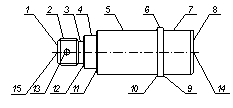
Расчет производится для самой тяжелой детали, т.е. для «Хвостовика» (766.36.70.15). Диапазон размеров деталей (заготовок) захватываемых губками: d=40…60 мм. Определяем точки приложения реакций в губках для детали.
Масса заготовки: m=3.3 кг; вес заготовки:
P=m*g,
где g - ускорение свободного падения, м/![]()
Тогда: Р=3,3*9,8=32,3Н
Расчетная нагрузка с учетом коэффициента запаса k=3:
Q=k*P=3*32,3=96,9Н
Реакции в губках:
![]()
где l=80мм – расстояние между губками; с=40 мм – расстояние до центра масс детали.
Подставляем значения, получаем:
![]()
Определение сил воздействия губок на деталь.
Составляем схемы сил рис. 4.1, действующих на деталь, и определяем силы зажима:
![]()
где ![]() - реакция на губках захватного устройства,
- реакция на губках захватного устройства,
![]() - коэффициент трения.
- коэффициент трения.
Подставляем значения, получаем:
На первой паре губок:
![]()
На второй паре губок:
![]()
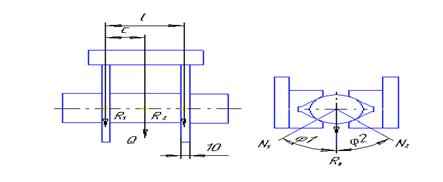
рис. 4.1 Действие сил
Определение конструктивных параметров привода и захватного устройства в целом
Рассчитаем усилие, которое должен развивать силовой привод для надежного закрепления детали, согласно схемы изображенной на рис. 4.2
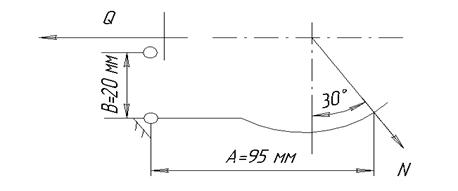
рис. 4.2 Кинематическая схема зажимного устройства
Вычислим требуемое усилие по формуле:
![]()
где n – число пар губок в захватном устройстве n=2;
N – наибольшая нормальная сила необходимая для удержания заготовки N=![]()
А и В – плечи захватного механизма А=95 мм, В=20 мм.
![]()
В качестве привода принимаем пневмоцилиндр одностороннего действия с рабочим давлением р=0,4 МПа.
Диаметр поршня цилиндра:

где ![]() - давление сжатого воздуха, МПа.
- давление сжатого воздуха, МПа.
Тогда: ![]()
Принимаем стандартное значение (с запасом): D=35 мм.
Компонуем захватное устройство и пневмоцилиндр, конструктивно определяем ход поршня и другие параметры.
Диаметр штока принимаем конструктивно D=15 мм.
Чертеж захватного устройства представлен на листе А1.
Похожие работы
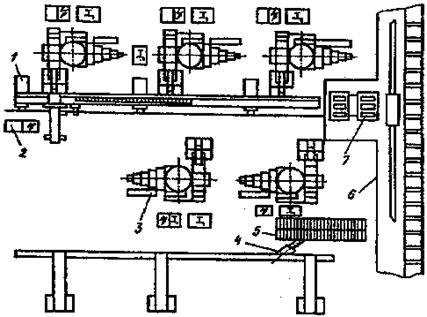
... поршня 40 40 40 Диаметр штока 20 20 20 8. Компоновка средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием На основе полученных результатов проделанной работы, используя [6], [7], подготавливаем общий вид робототехнического комплекса. На чертеже общего вида покажем вид в плане РТК, а также дополнительно виды и сечения для пояснения ...
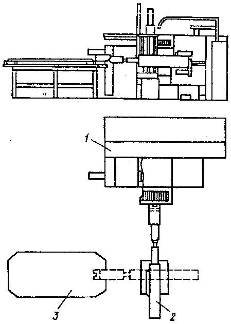
... другой заявки с более высоким приоритете а также определение возможности и целесообразности выполнения отдельных вспомогательных подпрограмм управления ПР с учетом его текущего положения до прихода заявок на обслуживание от станков ртк. Примеры РТК механообработки В данном разделе рассмотрены примеры компоновочных решений РТК типа «станок – ПР». Однопозиционный РТК на базе токарного станка мод. ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...





... размеров предопределяется целесообразность выбранных (технологических) баз, принятого порядка обработки и контроля отдельных размеров детали в зависимости от величины допусков этих размеров. При разработке технологического процесса обработки вала используем технологическую и конструкторскую базу, определим допуски на них. Определение технологических размеров и допусков проведем на основе ...
0 комментариев