Выбор ковочного оборудования и исходного слитка
Режимы нагрева под ковку
Транспортные краны грузоподъёмностью 15 т. и 30 т
Проводить протяжку с квадрата на круг на вырезных бойках, а не на плоских
Расчёт усилия ковочного пресса
Определение расхода энергоносителей, бойков и вспомогательных материалов
Навигация
Выбор ковочного оборудования и исходного слитка
Разработка технологии изготовления заготовки кованого валка для холодной прокатки
51971
знак
7
таблиц
4
изображения
1.2 Выбор ковочного оборудования и исходного слитка
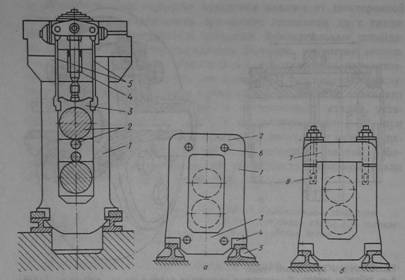
На большей части заводов технологический процесс ковки валков почти одинаков. Он состоит из биллетировки слитка, осадки, протяжки после осадки и окончательной отделки валка на требуемый размер. Поковки валков с бочкой диаметром менее 250 мм куют на молотах из предварительно протянутой круглой или квадратной заготовки или из слитка весом до 750 кг. Некоторые заводы ограничиваются одной осадкой, другие – двумя.
Осадка применяется не только для достижения требуемой уковки, но и для получения более однородной поковки по механическим свойствам. Даже при интенсивном процессе ковки и глубоких обжатиях, если не произведена предварительная осадка, поковка получится низкого качества из-за строчечного расположения карбидов.
Осадка слитка предусматривается не только при ковке крупных, но и при ковке мелких валков, которые куют из заготовки. При ковке такой заготовки исходный слиток предварительно осаживают, а затем уже протягивают на квадратную или круглую заготовку.
Чтобы успешно провести операцию осадки, необходимо выбрать пресс с достаточным усилием.
После окончания осадки слитка полученный блок протягивают на гладких бойках через квадрат, применяя глубокие обжатия – примерно 100–200 мм (в зависимости от усилия пресса и диаметра блока после осадки). Усилие пресса, требуемое для операции протяжки блока после осадки, всегда бывает меньше, чем усилие, необходимое для осадки исходного слитка, и поэтому практически расчет усилия пресса для операции протяжки не делают, а пользуются данными, определяющими зависимость величины усилия пресса от диаметра исходного слитка.
Технологический процесс ковки валка с бочкой диаметром до 250 мм под молотом состоит из операций нагрева круглой или квадратной заготовки, протяжки ее на круг по размеру бочки и ковки шеек валка на требуемый размер.
Правильный выбор мощности ковочного оборудования имеет большое значение для качества изготовляемых поковок и производительности оборудования. Наблюдения, проведенные на ЭЗТМ при использовании молота с недостаточным усилием, показали, что не только удлиняется процесс ковки, но получается брак валков по внутренним трещинам. Это объясняется, видимо, тем, что малые обжатия приводят к значительному течению наружных слоев металла поковки, в результате чего образуются внутренние расслоения и трещины в центральной зоне поковки.
На заводах-изготовителях, как правило, под молотом куют валки с бочкой диаметром не более 320 мм. Поковки валков больших размеров изготовляют под прессами.
Структура и механические свойства поковок валков, откованных под молотом и под прессом, одинаковые.
Ковка мелких валков под молотами экономически целесообразна, так как стоимость таких поковок ниже стоимости поковок, откованных на прессах.
Слиток, из которого изготовляется валок, должен быть без трещин, рванин, сетки разгара и других пороков. Металл средней части слитка должен быть плотным и без пороков (усадочной рыхлости, раковин, ликвации и неметаллических включений). Вес слитка, идущего на поковку валка, должен быть таким, чтобы выход годного составил 58 – 64%. При отсутствии на заводе слитка требуемого веса допускается, как исключение, изготовление из одного слитка двух валков. При этом не рекомендуется использовать крупный слиток, так как в результате большой вытяжки имеющиеся в слитке включения сильно удлиняются и создают очаги для трещин. Кроме того, при изготовлении нескольких валков из крупного слитка увеличивается продолжительность нахождения слитка в печи при температуре ковки, что ухудшает качество поковки.
Слитки из сталеплавильного цеха передают в прессовый цех, как правило, в горячем состоянии в специальных термосах. В противном случае слитки вынимают из изложницы при температуре не ниже 700° и передают в подогретую до 600° печь или колодец для медленного и полного охлаждения.
Кузнечную заготовку для мелких валков передают из прессового цеха в кузнечный в горячем состоянии непосредственно после ковки или после охлаждения в печи.
В горячем состоянии заготовки передают в том случае, когда имеется возможность сохранить температуру заготовки перед посадкой в печь не менее 650°.
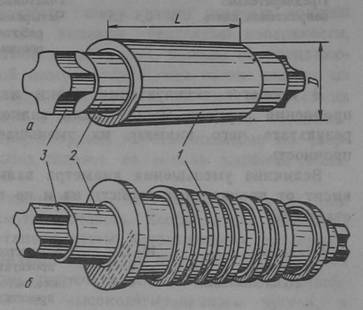
Некоторые заводы изготовляют мелкие валки с бочкой диаметром до 200 мм как из предварительно откованной под прессом заготовки, так и непосредственно из слитков весом 400 – 750 кг. На ЭЗТМ для изготовления мелких валков непосредственно из слитка была разработана специальная конструкция короткого слитка (рис. 2) с отношением Н: D=1,5 (где Н – длина средней части слитка, a D – средний его диаметр) и прибыльной частью, равной 29% веса слитка.
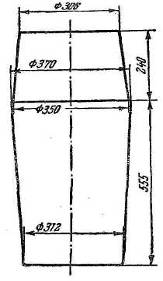
Рис. 2. Конструкция круглого слитка весом 500 кг
Поковки крупных валков изготовляют на прессах из восьмигранных слитков с отношением Н: D = 2,3 и прибыльной частью 17,0–20%.
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... длина заготовки Lзаг = 1,24дм3 12) Выбор усилия КГШП: Масса поковки равна 3,85кг, значит усилие 20000 кН.4. Разработка технологии изготовления поковки. 4.1 Технологический процесс горячей объёмной штамповки. · Транспортирование заготовки со склада. Для этого используют любой транспорт. · Отрезка заготовки выполняется гидравлическими ножницами усилием 10000 кН при ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...
0 комментариев