Выбор ковочного оборудования и исходного слитка
Режимы нагрева под ковку
Транспортные краны грузоподъёмностью 15 т. и 30 т
Проводить протяжку с квадрата на круг на вырезных бойках, а не на плоских
Расчёт усилия ковочного пресса
Определение расхода энергоносителей, бойков и вспомогательных материалов
Навигация
Транспортные краны грузоподъёмностью 15 т. и 30 т
Разработка технологии изготовления заготовки кованого валка для холодной прокатки
51971
знак
7
таблиц
4
изображения
3. Транспортные краны грузоподъёмностью 15 т. и 30 т.
4. Камерная нагревательная печь, площадь пода – 3000*4000 мм2.
5. Камерная печь с выдвижным подом, площадь пода – 3000*7000 мм2 – 1 шт.
6. Камерная печь с выдвижным подом, площадь пода – 2500*5500 мм2 – 3 шт.
7. Ямная печь (2-х камерная) предназначена для консервации слитков и копежа, площадь пода – 2500*15000 мм2
В качестве топлива в нагревательных и термических печах используется природный газ с теплотворной способностью 8500 ккал/нм3. Все печи камерного типа с выкатными и стационарными подами. Дымовые газы из печей отводятся через борова и дымовые трубы.
Печи оборудованы контрольно-измерительными приборами и аппаратурой для автоматического контроля и регулирования температуры в процессе нагрева металла.
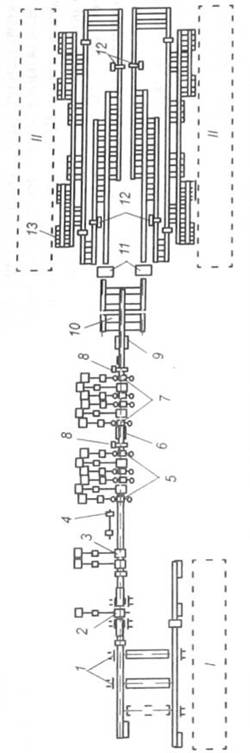
Слитки из сталелитейного цеха в горячем состоянии (650–7500С) поступают в прессовые пролёты. В прессовом пролёте с прессом усилием 3000 тс электромостовым транспортным краном слитки передаются в ямную печь для копежа и в нагревательные печи.
В прессовом пролёте с ковочным прессом усилием 6000 тс слитки подаются электромостовым транспортным краном в нагревательные печи. Нагретые до ковочной температуры слитки проходят ковку на ковочных прессах, механизированных ковочными манипуляторами. Откованные поковки передаются в термическое отделение на первичную термообработку.
2.2 Основное оборудование термического отделения цеха
Термический участок производит первичную термообработку поковок цеха и вторичную термообработку механообработанных деталей. В отделении установлено двадцать термических печей и четыре закалочных бака. Все термические печи камерного типа со стационарным или выкатным подом работают на природном газе, оснащены контрольно-измерительными приборами (КИП) и аппаратурой для автоматического регулирования тепловых процессов, что позволяет повысить качество поковок и уменьшить угар металла.
Термические камерные печи с выкатным подом:
1. Печь №6
Печь предназначена для первичной термообработки поковок, для термообработки после грубой механообработки и для нагрева под закалку броней.
Техническая характеристика:
а) площадь пода – 2,5*6,7 м2;
б) высота печи: до пяты 1,8 м;
до арки – 2,3 м;
в) средняя садка: поковок – 70 т;
броней – 8–10 т;
г) количество термопар – 8 шт.;
Остальные печи аналогичны по назначению и конструкции
2. Закалочный бак (масло) – D=4000 мм,
Н=5000 мм.
3. Закалочный бак (масло) – D=2250 мм,
Н=5250 мм.
4. Закалочный бак (вода) – D=4000 мм,
Н=5000 мм.
5. Закалочный бак (вода) – D=2250 мм,
Н=5250 мм.
6. Закалочный кран грузоподъёмностью 30 т.
3. Анализ технологического процесса производства валков холодной прокатки на «ОРМЕТО-ЮУМЗ»
Технологический процесс производства валков холодной прокатки во многом совпадает с технологией производством валков на других заводах. Основными этапами технологической цепочки являются следующие: 1) выплавка стали в электропечи с доведением до необходимого качества в АКОСе; 2) разливка в изложницы сверху через промежуточную воронку; 3) передача слитков в кузнечнопрессовый цех в вагоне-термосе; 4) нагрев слитков до ковочной температуры в камерной нагревательной печи с выкатным подом; 5) ковка слитков на гидравлическом ковочном прессе с промежуточными подогревами в печи; 6) первичная термообработка; 7) передача в механический цех; 8) комплекс механообрабатывающих операций и вторичная термообработка; 9) контроль качества; 10) упаковка. Базовыми ковочными операциями являются: биллетировка слитка; осадка; протяжка и ковка на размер поковки.
Анализ всей технологической цепочки приводит к выявлению следующих основных недостатков: 1) применяемые для улучшения качества выплавляемой стали, агрегат комплексной обработки стали и вакуум-камера используются порознь, а не вместе; 2) не ведутся мероприятия по подогреву прибыльной части слитка, что значительно уменьшило бы размеры усадочной раковины; 3) при ковке редко применяются комбинированные и ромбические бойки, в основном используют ковку на гладких бойках; 4) не оптимальны режимы деформации при ковке; 5) контроль размеров поковки осложнен отсутствием современной датчиковой аппаратуры; 6) используемые режимы термообработки не всегда обеспечивают требуемую твёрдость поверхности. Перечисленные недостатки в технологии в последствии проявляются в виде дефектов в поковках либо в браке готовой продукции.
Исследования, проведённые центральной заводской лабораторией по изучению неудовлетворительного качества поковок показывают следующее.
1. Макроструктура темплетов, взятых на пробу, не удовлетворяет требованиям из-за наличия несплошностей, трещин и пор (осевая рыхлость). Причинами осевой рыхлости могут являться: неблагоприятные условия охлаждения слитка, неправильное соотношение высоты и диаметра слитка, недостаточная степень проработки металла по всему объёму очага деформации.
2. Загрязнённость металла сульфидами и нитридами, особенно в центральной части темплетов.
3. Карбидная сетка выявлена по всему сечению. Наличие карбидной сетки может быть связано с высокой температурой конца ковки, с низкой скорость охлаждения после ковки или недостаточной деформацией.
4. Присутствуют камневидные изломы, их возникновение связано с перегревом металла перед горячей деформацией.
5. Неравномерная твёрдость по сечению валка (пониженная у поверхности и высокая в центре). Причинами является неоптимальные режимы термообработки.
Учитывая всё вышесказанное, можно сделать вывод, что одним из существенных направлений по совершенствованию технологического процесса является улучшение проработки внутренней структуры металла при горячей деформации. Это приведёт к устранению большей части дефектов поковок.
Улучшить проработку структуры металла предлагается следующими способами.
Похожие работы
... - 77 и др. или ТУ. В заводских технологических инструкциях обычно приводятся более подробные данные о допустимой величине поверхностных дефектов на используемых заготовках, установленные с учетом специфики технологии производства проката на сортовых станах, условий нагрева металла, применяемых систем калибровок валков, средств отделки готовой продукции и т.д. Стандартизованы также требования к ...
... длина заготовки Lзаг = 1,24дм3 12) Выбор усилия КГШП: Масса поковки равна 3,85кг, значит усилие 20000 кН.4. Разработка технологии изготовления поковки. 4.1 Технологический процесс горячей объёмной штамповки. · Транспортирование заготовки со склада. Для этого используют любой транспорт. · Отрезка заготовки выполняется гидравлическими ножницами усилием 10000 кН при ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...
0 комментариев