Навигация
Разработка технологического процесса
19464
знака
16
таблиц
0
изображений
Введение
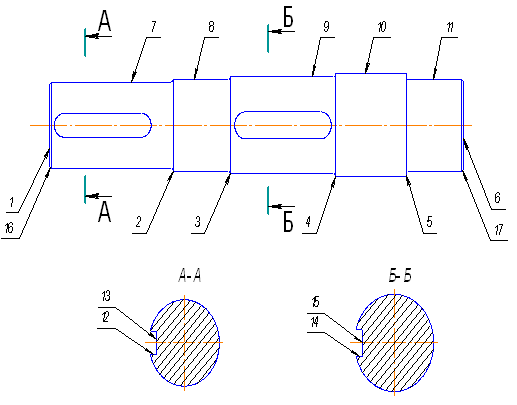
В данной работе разрабатывается технологический процесс механической обработки матрицы с удлиненно-продолговатым отверстием. Матрица является деталью штампа, которая широко используется в машиностроении. Целью данной работы является определение различных характеристик, таких как скорости резания, силы резания, мощности и др. и полученным значениям характеристик выбор оборудований на котором будет выполняться данный технологический процесс, также рассчитывается время, которое необходимо для производства матрицы.
Описание служебного назначения детали и
ее технологических требований
Матрицы с удлиненно-продолговатым отверстием применяется для пробивки мелких отверстий, а также вырубки деталей круглой формы диаметром до 40 мм. Закрепляется путем прессовой посадки.
Матрицы подвергаются ударной нагрузке с сильной концентрацией напряжений на рабочих кромках или на рабочей поверхности. Поэтому к материалу матриц предъявляется требование высокой или повышенной твердости и износоустойчивости при наличии достаточной вязкости.
Материал заготовки – углеродистая сталь У10.
Выбор типа производства
Так как годовой выпуск матрицы 25 штук, то тип производства будет единичным.
Единичное производство характеризуется широтой номенклатуры, изготовляемых или ремонтируемых изделий и малым объемом выпуска изделий.
Выбор способа получения заготовки
Заготовку выбираем в виде прутка, получаемую прокатом по ГОСТ 2590-71.
Длина заготовки L = Н + а +4 + 40 = 74 мм.
Высота детали Н=25 мм.
Ширина отрезного резца а=5 мм.
На подрезку торца – 4 мм.
На зажим в патроне – 40 мм.
Диаметр заготовки D = 62 мм.
Проектирование маршрута изготовления детали
Точение
обработка наружной поверхности
1.1 Точение
1.2 Точение черновое
1.3 Точение чистовое
1.4 Точение тонкое
обработка торцовой поверхности
1.5 Точение черновое
1.6 Точение чистовое
подрезание фасок
1.7 Точение черновое
1.8 Точение чистовое
отрезание заготовки
1.9 Отрезка
Фрезерование
обработка наружной поверхности
2.1 Фрезерование черновое
2.2 Фрезерование чистовое
обработка отверстий
2.3 Фрезерование отверстия меньшего диаметра
2.4 Фрезерование отверстия большего диаметра
Шлифование
3.1 Шлифование внутреннего отвестия
3.2 Шлифование тонкое торцовой поверхности
3.3 Шлифование тонкое наружной цилиндрической поверхности
Расчет и определение промежуточных припусков
на обработку поверхности.
1. Точение
обработка наружной поверхности
1.1 Точение - 1мм
1.2 Точение черновое – 1.2 мм
1.3 Точение чистовое – 0.7 мм
1.4 Точение тонкое – 0.075 мм
обработка торцовой поверхности
1.5 Точение черновое - 2.8 мм
1.6 Точение чистовое - 1.15 мм
подрезание фасок
1.7 Точение черновое - 1.4 мм
1.8 Точение чистовое – 0.25 мм
отрезание заготовки
1.9 Отрезка – 31 мм
2. Фрезерование
обработка наружной поверхности
2.1 Фрезерование черновое – 1.2 мм
2.2 Фрезерование чистовое – 0.75 мм
обработка отверстий
2.3 Фрезерование черновое отверстия меньшего диаметра – 10 мм
2.4 Фрезерование черновое отверстия большего диаметра – 2 мм
3. Шлифование
3.1 Шлифование внутреннего отверстия – 0.01 мм
3.2 Шлифование тонкое торцовой поверхности - 0.05 мм
3.3 Шлифование тонкое наружной цилиндрической поверхности – 0.025 мм
Расчет режимов резания
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
Точение
Глубина резания t: при черновой (предварительной) обработке назначают по возможности максимальную t, равную всему припуску на обработку или большей части его; при чистовой (окончательной) обработке — в зависимости от требований точности размеров и шероховатости обработанной поверхности.
Подача S: при черновой обработке выбирают максимально возможную подачу, исходя из жесткости и прочности системы СПИД, мощности привода станка, прочности твердосплавной пластинки и других ограничивающих факторов; при чистовой обработке — в зависимости от требуемой степени точности и шероховатости обработанной поверхности.
Скорость резания V: рассчитывают по эмпирическим формулам, установленным для каждого вида обработки, которые имеют общий вид:
![]() ; (1)
; (1)
где Т - стойкость инструмента
S - подача.
![]() - поправочный коэффициент
- поправочный коэффициент
 - коэффициент,
учитывающий качество обрабатываемого материала
- коэффициент,
учитывающий качество обрабатываемого материала
![]() - коэффициент, отражающий состояние поверхности заготовки
- коэффициент, отражающий состояние поверхности заготовки
![]() - коэффициент, учитывающий качество материала инструмента
- коэффициент, учитывающий качество материала инструмента
![]() - коэффициент,
характеризующий группу стали по обрабатываемости
- коэффициент,
характеризующий группу стали по обрабатываемости
![]()
![]() - показатель степени
- показатель степени
Стойкость Т — период работы инструмента до затупления, приводимый для различных видов обработки, соответствует условиям одноинструментной обработки. При многоинструментной обработке период стойкости Т следует увеличивать. Он зависит прежде всего от числа одновременно работающих инструментов, отношения времени резания к времени рабочего хода, материала инструмента, вида оборудования. При многостаночном обслуживании период стойкости Т также необходимо увеличивать с возрастанием числа обслуживаемых станков.
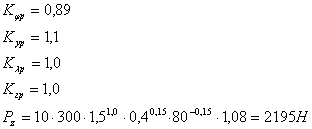
Сила резания. Под силой резания обычно подразумевают ее главную составляющую Рz, определяющую расходуемую на резание мощность N и крутящий момент на шпинделе станка. Силовые зависимости рассчитывают по эмпирическим формулам, значения коэффициентов и показателей степени в которых для различных видов обработки приведены в соответствующих таблицах.
Рассчитанные с использованием табличных данных силовые зависимости учитывают конкретные технологические параметры (глубину резания, подачу, ширину фрезерования и др.) и действительны при определенных значениях ряда других факторов. Их значения, соответствующие фактическим условиям резания, получают умножением на коэффициент Кр — общий поправочный коэффициент, учитывающий измененные по сравнению с табличными условия резания, представляющий собой произведение из ряда коэффициентов. Важнейшим из них является коэффициент Кмр, учитывающий качество обрабатываемого материала.
![]() (2)
(2)
![]()
![]()
Мощность резания определяют по формуле:
![]() (3)
(3)
Фрезерование
Конфигурация обрабатываемой поверхности и вид оборудования определяют тип применяемой фрезы. Ее размеры определяются размерами обрабатываемой поверхности и глубиной срезаемого слоя. Диаметр фрезы для сокращения основного технологического времени и расхода инструментального материала выбирают по возможности наименьшей величины, учитывая при этом жесткость технологической системы, схему резания, форму и размеры обрабатываемой заготовки.
Глубина фрезерования t и ширина фрезерования В — понятия, связанные с размерами слоя заготовки, срезаемого при фрезеровании. Во всех видах фрезерования, за исключением торцового, определяет продолжительность контакта зуба фрезы с заготовкой; t измеряют в направлении, перпендикулярном к оси фрезы. Ширина фрезерования В определяет длину лезвия зуба фрезы, участвующую в резаний; В измеряют в направлении, параллельном оси фрезы. При торцовом фрезеровании эти понятия меняются местами.
Подача. При фрезеровании различают подачу на один зуб sz, подачу на один оборот фрезы s и подачу минутную sM, мм/мин.
Скорость резания — окружная скорость фрезы, м/мин,
![]() (4)
(4)
Сила резания. Вычисляется по формуле:
![]() (5)
(5)
![]()
Крутящий момент, Н м, на шпинделе
![]() (6)
(6)
где D – диаметр фрезы, мм.
Мощность резания, кВт
![]() (7)
(7)
Шлифование
Разработку режима резания при шлифовании начинают с установления характеристики инструмента. Окончательная характеристика абразивного инструмента выявляется в процессе пробной эксплуатации с учетом конкретных технологических условий.
Основные параметры резания при шлифовании:
- скорость вращательного или поступательного движения заготовки V3, м/мин;
- глубина шлифования t, мм, — слой металла, снимаемый периферией или торцом круга в результате поперечной подачи на каждый ход или двойной ход при круглом или плоском шлифовании и в результате радиальной подачи sр при врезном шлифовании;
- продольная подача s - перемещение шлифовального круга в направлении его оси в миллиметрах на один оборот заготовки при круглом шлифовании или в миллиметрах на каждый ход стола при плоском шлифовании периферией круга.
Эффективная мощность, кВт, при шлифовании периферией круга с продольной подачей:
![]() (8)
(8)
при шлифовании торцом круга
![]() (9)
(9)
где d - диаметр шлифования, мм; b - ширина шлифования, мм, равная длине шлифуемого участка заготовки при круглом врезном шлифовании и поперечному размеру поверхности заготовки при шлифовании торцом круга.
Точение
Скорость резания, силы резания и мощность рассчитываем по формулам (1), (2), (3) соответственно
1.1 Точение наружной цилиндрической поверхности:
| Скорость резания | |||||||||
| Сv= | 350 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 1 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,8 | мм/об | |||||||
| y= | 0,35 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 146,3438 | мм/мин | n= | 665,8044521 | об/мин | - расчетнные | |||
| V= | 138,474 | мм/мин | n= | 630 | об/мин | - принятые | |||
| Сила резания | |||||||||
| Pz | 990,55961 | Н | Py | 307,6058 | Н | Px | 389,347 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 2,241287 | КВт | ||||||
Похожие работы





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...
... Фрезерование Нарезание шлицев 025 Шлифование Шлифование шлицев по внешнему диаметру 030 Контроль Контроль детали , ее соответствие рабочему чертежу , точности размеров , итд. 6. Разработка технологических операций 6.1. Токарная операция. №1. Черновое точение. Предварительный выбор оборудования. Учитывая требуемую точность и шероховатость поверхности и размеры детали выбираем ...
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...
0 комментариев