Навигация
Разработка технологического процесса изготовления вала
15310
знаков
0
таблиц
2
изображения
Московский Автомобильно-дорожный Институт
![]() ( Государственный Технический Университет)
( Государственный Технический Университет)
Кафедра
Производства и ремонта автомобилей и дорожных машин
Курсовая работа на тему
Разработка технологического процесса изготовления вала
Выполнил : Седов А.А
Группа: 4СТ
Проверил: Пащенко В.А.
МОСКВА 2003
СОДЕРЖАНИЕ
1. Анализ исходных данных…………………………………………. 2
1.1. Анализ Материала………………………………………………… 2
2. Количественная оценка выпуска деталей……………………. 3
2.1. Количество изготавливаемых деталей в год………………. 3
2.2. Размер партии деталей …………………………………………. 3
3. Выбор исходной заготовки и методов ее изготовления …. 3
3.1 Расчет варианта получения заготовки – штамповки…… 4
3.2 Расчет варианта получения заготовки – из проката……. 5
4. Выбор технологических баз. ……………………………………… 6
5. Составление технологического маршрута обработки. ……. 6
6. Разработка технологических операций. ………………………. 7
6.1. Токарная операция. №1. Черновое точение. ……………... 7
6.3. Точение проточки. ……………………………………………….. 9
7. Определение норм времени на обработку. ………………….. 10
7.1. Токарная операция. №1. Черновое точение. ……………… 10
7.2. Токарная операция. №3. Точение проточки. ……………... 10
8. СПИСОК ЛИТЕРАТУРЫ …………………………………………….. 11
Приложения
- Чертеж детали …………………………………………… 12
- Чертеж заготовки ………………………………………. 13
- Карта обработки детали ………………………………. 14
- Маршрутная карта …………………………………….. 17
1. Анализ исходных данных
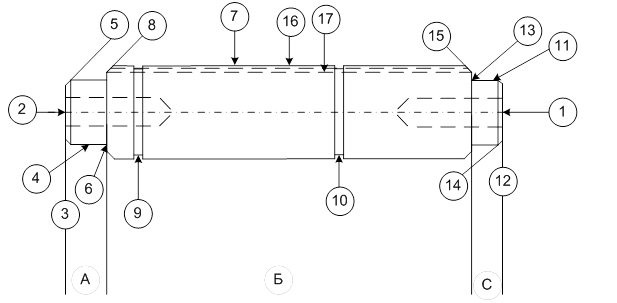
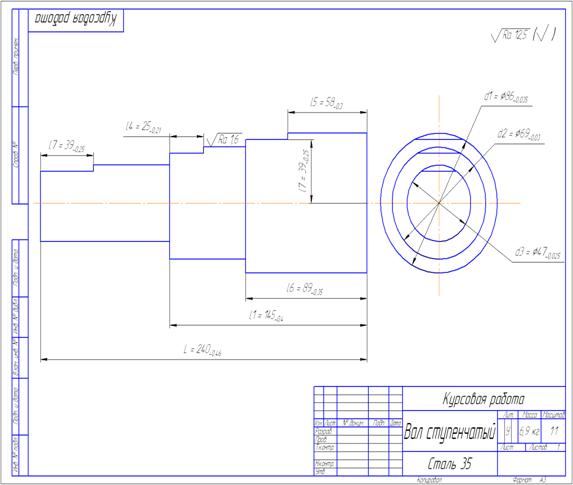
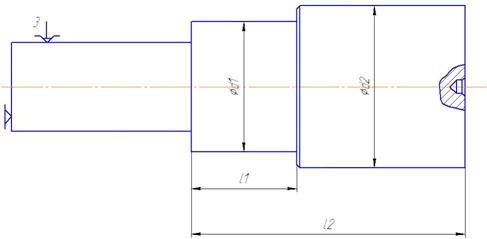
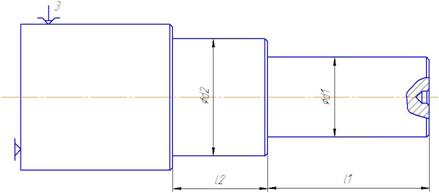
Данная деталь – вторичный вал , относится к группе цилиндрических изделий . Основное предназначение вала – передавать крутящий момент. Данный вал ступенчато-переменного сечения ( имеет 4 ступени ), внутри сплошной . На третьей ступени вала находятся шлицы прямоугольного профиля с центрированием по наружному диаметру. Допуск полного радиального биения цилиндрической поверхности наружнего диаметра шлицев допускается не более 0,08 мм. Масса вала 3 кг.
Высокие требования по точности предъявляются тем ступеням вала, которые соприкасаются с подшипниками (цапфам). Нагрузки , воспринимаемыми валом передаются через опорные устройства – подшипники, устанавливаемыми на цапфах вала, на корпуса, рамы или станины машин. При серийном производстве заготовок валов получают методом горячей штамповки.
1.1. Анализ Материала
Материал детали - сталь 18Х2Н4ВА
Высококачественная легированная сталь
Содержит
0,18 % - улерода
2 % - хрома
4% - никеля
1% -вольфрама
А – обозначает, что сталь высококачественная
2. Количественная оценка выпуска деталей
2.1. Количество изготавливаемых деталей в год.
Тк производственная программа задана количеством деталей, необходимо заданную программу увеличить только на процент брака.
Ni= m* Nm* ( 1 + b/100) = 1 * 400 * ( 1 + 2/100 ) = 408 ( [1] , стр 5)
m - количество одноименных деталей на машине , m=1
Nm – количество изготавливаемых деталей в год , N=400 шт
b = 2 % - процент возможного брака при обработке заготовок
2.2. Размер партии деталей
P = Ni* t / 253 * y = 408 * 6 / 253 * 1 = 10 шт. ( [1] , стр 5 )
t =6 , - Количество дней нахождения детали на складе
253 – Число рабочих дней в году
y = 1 , - Количество смен работы цеха
На основании таблицы №1 ( [1] стр 6 ) можно сделать вывод о типе производства – единичное ( Масса детали или заготовки до 200 кг, Число изготавливаемых деталей до 1000 )
3. Выбор исходной заготовки и методов ее изготовления
При выборе метода изготовления заготовки основным требованием является обеспечить свойства изготавливаемых деталей в заданных условиях эксплуатации и обеспечения требуемых свойств заготовки с учетом стоимости заготовки в конкретных производственных условиях.
В качестве технических критериев при выборе заготовки принимают материал ( задан ), конфигурацию детали, размер , массу, требуемую точность изготовления итд. В качестве экономического критерия принимают себестоимость изготовления заготовки. Т.к материал заготовки сталь (18Х2Н4ВА ) , то способом получения заготовки может быть Горячая штамповка ( [2] стр 138] или Прутки из проката .
( [1] стр 168 )
3.1 Расчет первого варианта получения заготовки –
Горячей штамповки.
Определяем массу детали и массу заготовки
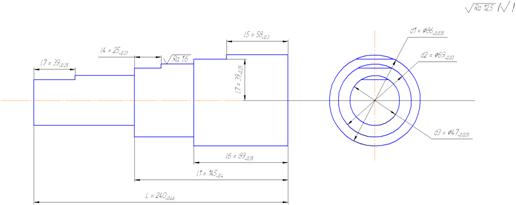
Gдет = S ср * L дет * g = 1520*250* 7,8 / 1000 = 3 кг
D ср = ( 30*20 +40*60+50*150 +30*20 / 20+60+150+20 ) = 44 мм
S ср = 3,14 * 44 2 / 4 = 1520 мм2 ; L дет = 20 + 60 + 150 + 20 = 250 мм
g - плотность стали , g =7,8 г/см3
Gзаг = Gдет/Kисп = 3 / 0,75 = 4 кг
Kисп – коэффициент использования металла заготовки
Kисп = 0,75 ( [1], стр 11 Таблица №2 )
Расчет Общей стоимости изготовления детали
Сдет = Сзаг + С обр – Сотх ( [1], стр 10 )
Сзаг - затраты на материал и изготовление заготовки
С обр – затраты на механическую обработку заготовки
Сотх - стоимость отходов при механической обработки
С обр = ( Gзаг – Gдет )* 0,55 = ( 4 – 3 )* 0,55 = 0,55 руб ( [1], стр 10 )
Gзаг – масса заготовки , кг
Gдет – масса детали , кг
0,55 –стоимость механической обработки 1 кг металла , руб ( [1], ст 10 )
Сотх = ( Gзаг – Gдет )* С*отх * 10 = ( 4 – 3 )* 99*10-3 * 10 = 0,99 руб
С*отх – заготовительная цена 1 тонны стружки
С*отх = 99*10-3 руб за 1 кг стружки ( [1], стр 12 Таблица №3 )
Сзаг = Gзаг * Спр * 10 = 4 * 410*10-3 * 10 = 16,4 руб ( [1], стр 12 )
Спр – оптовая стоимость заготовки
Спр = 410*10-3 руб за тонну ( [1], стр 16 Таблица №6 )
Сдет = Сзаг + С обр – Сотх = 16,4 + 0,55 – 0,99 @ 16 рублей
Похожие работы





... последовательность, сначала обрабатываем поверхность, к точности которой предъявляются меньшие требования, а потом поверхности, которые должны быть более точными. Операции согласно типовому технологическому процессу изготовления разбиваем на установы. Индекс около номера поверхности обозначает номер операции, на которой она получена. Индекс 00 – относится к заготовительной операции, буквы А, Б – ...
... черновое точение Номинальные припуски: - для чистового шлифования - для чернового шлифования - для чистового точения - для чернового точения 2. Разработка технологического маршрута серийного изготовления детали "Вал шлицевой" Вал шлицевой предназначен для передачи крутящего момента от входного вала на присоединенный к нему механизм. Конструкция ступеней зависит ...

... поверхностях зуба, мкм; Rz80 – шероховатость на боковых поверхностях шпоночного паза в центральном отверстии, мкм; Rz40 – шероховатость на дне шпоночного паза, мкм. 2.4 Разработка технологического процесса изготовления конического зубчатого колеса 2.4.1 Выбор заготовки и способа ее получения Для изготовления данной детали используется сталь 18 ХГТ Характеристика стали 18ХГТ Марка ...
... и требующая строго поддерживаемого порядка. А также многие другие. В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно ...
0 комментариев