Навигация
Тонкое точение наружной поверхности
19464
знака
16
таблиц
0
изображений
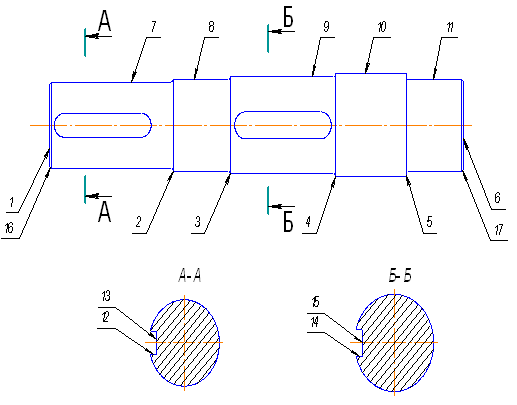
1.4 Тонкое точение наружной поверхности
| Скорость резания | |||||||||
| Сv= | 420 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 0,075 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,2 | мм/об | |||||||
| y= | 0,2 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 330,5004 | мм/мин | n= | 1660,17179 | об/мин | - расчетнные | |||
| V= | 318,5216 | мм/мин | n= | 1600 | об/мин | - принятые | |||
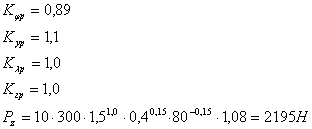
| Сила резания | |||||||||
| Pz | 23,18095 | Н | Py | 10,13404 | Н | Px | 10,54021 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 0,125184858 | КВт | ||||||
1.5 Черновое точение торцовой поверхности:
| Скорость резания | |||||||||
| Сv= | 350 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 2,8 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,8 | мм/об | |||||||
| y= | 0,35 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 125,4009 | мм/мин | n= | 618,6924034 | об/мин | - расчетнные | |||
| V= | 127,6928 | мм/мин | n= | 630 | об/мин | - принятые | |||
| Сила резания | |||||||||
| Pz | 2807,49451 | Н | Py | 796,1543 | Н | Px | 1159,643 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 5,857792 | КВт | ||||||
1.6 Чистовое точение торцовой поверхности:
| Скорость резания | |||||||||
| Сv= | 420 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 1,15 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,25 | мм/об | |||||||
| y= | 0,2 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 209,8671 | мм/мин | n= | 1035,424774 | об/мин | - расчетнные | |||
| V= | 202,687 | мм/мин | n= | 1000 | об/мин | - принятые | |||
| Сила резания | |||||||||
| Pz | 449,6735 | Н | Py | 154,8443 | Н | Px | 216,6864 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 1,489264359 | КВт | ||||||
1.7 Черновое точение, подрезание фасок:
| Скорость резания | |||||||||
| Сv= | 350 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 1,4 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,8 | мм/об | |||||||
| y= | 0,35 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 139,141 | мм/мин | n= | 686,4822 | об/мин | ||||
| V= | 127,6928 | мм/мин | n= | 630 | об/мин | ||||
| Сила резания | |||||||||
| Pz | 1403,747 | Н | Py | 426,6485 | Н | Px | 556,202 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 2,928896 | КВт | ||||||
1.8 Чистовое точение, подрезание фасок:
| Скорость резания | |||||||||
| Сv= | 420 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 0,25 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,125 | мм/об | |||||||
| y= | 0,2 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 303,0848 | мм/мин | n= | 1495,334 | об/мин | ||||
| V= | 324,2992 | мм/мин | n= | 1600 | об/мин | ||||
| Сила резания | |||||||||
| Pz | 216,6751 | Н | Py | 22,46773 | Н | Px | 28,75484 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 3,2712 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 4 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 1,148163 | КВт | ||||||
1.9 Отрезание заготовки:
| Скорость резания | |||||||||
| Сv= | 47 | Kмv= | 1 | Kг= | 1 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 0,65 | nv= | 1 | ||||
| t= | 5 | мм | |||||||
| x= | 0 | ||||||||
| s= | 0,125 | мм/об | |||||||
| y= | 0,8 | ||||||||
| Kv= | 0,585 | ||||||||
| V= | 67,77714 | мм/мин | n= | 308,3582148 | об/мин | ||||
| V= | 69,237 | мм/мин | n= | 315 | об/мин | ||||
| Силы резания | |||||||||
| Pz | 2014,15868 | Н | Py | 706,7382 | Н | ||||
| Cp= | 408 | Cp= | 173 | ||||||
| x= | 0,72 | x= | 0,73 | ||||||
| y= | 0,8 | y= | 0,67 | ||||||
| n= | 0 | n= | 0 | ||||||
| Kp= | 0,8178 | Kp= | 0,5082 | ||||||
| Kmp= | 1 | Kmp= | 1 | ||||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | ||||||
| Kyp= | 1 | Kyp= | 1 | ||||||
| Kлp= | 1 | Kлp= | 1 | ||||||
| Krp= | 0,87 | Krp= | 0,66 | ||||||
| n= | 0,75 | n= | 0,75 | ||||||
| Мощность | N= | 2,278665 | КВт | ||||||
Фрезерование
2.1 Черновое фрезерование плоскости:
| Скорость резания | ||||||||
| Cv= | 390 | Kмv= | 0,8 | Kг= | 0,8 | |||
| D= | 80 | Kпv= | 1 | Сигма в= | 750 | МПа | ||
| q= | 0,17 | Kиv= | 1,15 | nv= | 1 | |||
| T= | 120 | мин | Kv= | 0,92 | ||||
| m= | 0,33 | |||||||
| t= | 1,2 | |||||||
| X= | 0,38 | |||||||
| Sz= | 0,04 | S= | 0,64 | Sм= | 800 | |||
| y= | 0,28 | |||||||
| B= | 16,8 | |||||||
| u= | -0,05 | |||||||
| z= | 16 | |||||||
| p= | 0,1 | |||||||
| V= | 312,202025 | n= | 1242,842 | |||||
| V= | 314 | n= | 1250 | |||||
| Сила резания | Крутящий момент | |||||||
| Pz= | 629,9220916 | Mкр= | 251,9688 | Н/м | ||||
| Cp= | 101 | Мощность резания | ||||||
| x= | 0,88 | N= | 3,231953 | КВт | ||||
| y= | 0,75 | |||||||
| n= | 1250 | мм/об | ||||||
| w= | 0 | |||||||
| u= | 1 | |||||||
| q= | 0,87 | |||||||
| Kmp= | 1 | |||||||
2.2 Чистовое фрезерование плоскости:
| Скорость резания | ||||||||
| Cv= | 390 | Kмv= | 0,8 | Kг= | 0,8 | |||
| D= | 80 | Kпv= | 1 | Сигма в= | 750 | МПа | ||
| q= | 0,17 | Kиv= | 1,15 | nv= | 1 | |||
| T= | 120 | мин | Kv= | 0,92 | ||||
| m= | 0,33 | |||||||
| t= | 0,75 | |||||||
| X= | 0,19 | |||||||
| Sz= | 0,01953125 | S= | 0,3125 | Sм= | 500 | |||
| y= | 0,28 | |||||||
| B= | 21,3 | |||||||
| u= | -0,05 | |||||||
| z= | 16 | |||||||
| p= | 0,1 | |||||||
| V= | 437,1080975 | n= | 1740,08 | |||||
| V= | 401,92 | n= | 1600 | |||||
| Сила резания | Крутящий момент | |||||||
| Pz= | 308,4850432 | Mкр= | 123,394 | Н/м | ||||
| Cp= | 101 | Мощность резания | ||||||
| x= | 0,88 | N= | 2,02592 | КВт | ||||
| y= | 0,75 | |||||||
| n= | 1600 | мм/об | ||||||
| w= | 0 | |||||||
| u= | 1 | |||||||
| q= | 0,87 | |||||||
| Kmp= | 1 | |||||||
2.3 Фрезерование отвестия меньшего диаметра:
| Скорость резания | ||||||||
| Cv= | 46,7 | Kмv= | 0,8 | Kг= | 0,8 | |||
| D= | 10 | Kпv= | 1 | Сигма в= | 750 | МПа | ||
| q= | 0,45 | Kиv= | 1 | nv= | 1 | |||
| T= | 70 | мин | Kv= | 0,8 | ||||
| m= | 0,33 | |||||||
| t= | 10 | |||||||
| х= | 0,5 | |||||||
| Sz= | 0,02 | Sм= | 100 | |||||
| y= | 0,5 | |||||||
| B= | 6,25 | (за 1 проход, всего за 4 прохода снимается 19 мм) | ||||||
| u= | 0,1 | |||||||
| z= | 4 | |||||||
| p= | 0,1 | |||||||
| V= | 41,99673382 | n= | 1337,476 | |||||
| V= | 39,25 | n= | 1250 | |||||
| Силы резания | Крутящий момент | |||||||
| Pz= | 1019,684881 | Mкр= | 50,98424 | Н/м | ||||
| Cp= | 68,2 | Мощность резания | ||||||
| x= | 0,86 | N= | 0,653965 | КВт | ||||
| y= | 0,72 | |||||||
| n= | 1250 | мм/об | ||||||
| w= | 0 | |||||||
| u= | 1 | |||||||
| q= | 0,86 | |||||||
| Kmp= | 1 | |||||||
2.4 Фрезерование отверстия большего диаметра:
| Скорость резания | ||||||||
| Cv= | 46,7 | Kмv= | 0,8 | Kг= | 0,8 | |||
| D= | 11 | Kпv= | 1 | Сигма в= | 750 | МПа | ||
| q= | 0,45 | Kиv= | 1 | nv= | 1 | |||
| T= | 70 | мин | Kv= | 0,8 | ||||
| m= | 0,33 | |||||||
| t= | 2 | |||||||
| х= | 0,5 | |||||||
| Sz= | 0,05 | Sм= | 315 | |||||
| y= | 0,5 | |||||||
| B= | 18 | |||||||
| u= | 0,1 | |||||||
| z= | 4 | |||||||
| p= | 0,1 | |||||||
| V= | 55,77222529 | n= | 1614,714 | |||||
| V= | 55,264 | n= | 1600 | |||||
| Силы резания | Крутящий момент | |||||||
| Pz= | 1311,183155 | Mкр= | 72,11507 | Н/м | ||||
| Cp= | 68,2 | Мощность резания | ||||||
| x= | 0,86 | N= | 1,184007 | КВт | ||||
| y= | 0,72 | |||||||
| n= | 1600 | мм/об | ||||||
| w= | 0 | |||||||
| u= | 1 | |||||||
| q= | 0,86 | |||||||
| Kmp= | 1 | |||||||
Шлифование
3.1 Шлифование внутреннего отверстия:
| СN= | 0,27 | ||
| Vз= | 25 | м/мин | |
| r= | 0,5 | ||
| t= | 0,01 | ||
| x= | 0,4 | ||
| s= | 2,1 | мм/об | |
| y= | 0,4 | ||
| d= | 10 | мм | |
| q= | 0,3 | ||
| N= | 0,574409 | КВт |
3.2 Шлфование торцовой поверхности:
| СN= | 2,65 | ||
| Vз= | 25 | м/мин | |
| r= | 0,5 | ||
| t= | 0,05 | ||
| x= | 0,5 | ||
| s= | 3,8 | ||
| y= | 0,55 | ||
| d= | 63 | мм | |
| q= | 0 | ||
| N= | 6,174217 | КВт |
3.3 Шлифование наружной поверхности:
| СN= | 2,65 | ||
| Vз= | 15 | м/мин | |
| r= | 0,5 | ||
| t= | 0,025 | ||
| x= | 0,5 | ||
| s= | 5,7 | мм/об | |
| y= | 0,55 | ||
| d= | 56 | мм | |
| q= | 0 | ||
| N= | 4,226615 | КВт |
Техническое нормирование
![]()
где l – рассчитанная длина пути режущего инструмента
i – число проходов
1. Точение
обработка наружной поверхности
1.1 Точение - 3,45с
1.2 Точение черновое – 2,19с
1.3 Точение чистовое – 3,45с
1.4 Точение тонкое – 4,31с
обработка торцовой поверхности
1.5 Точение черновое - 3,3с
1.6 Точение чистовое - 6,72с
подрезание фасок
1.7 Точение черновое - 1с
1.8 Точение чистовое – 1,5с
отрезание заготовки
1.9 Отрезка – 47,23с
2. Фрезерование
обработка наружной поверхности
2.1 Фрезерование черновое – 7,2с
2.2 Фрезерование чистовое – 13,44с
обработка отверстий
2.3 Фрезерование черновое отверстия меньшего диаметра – 230,4с (на одну сторону)
2.4 Фрезерование черновое отверстия большего диаметра – 19,5с (на одну сторону)
3. Шлифование
3.1 Шлифование внутреннего отверстия – 1,09с
3.2 Шлифование тонкое торцовой поверхности - 4,57с
3.3 Шлифование тонкое наружной цилиндрической поверхности – 3,05с
Общее время Т=605,33с (10 м 5,33 с)
Выбор инструментов и станков
Выбор инструментов:
Для обработки наружной цилиндрической и торцовой поверхностей используется токарный проходной упорный резец ГОСТ 18879 – 73.
h = 16 мм – высота резца;
L = 100 мм – длина резца;
b = 10 мм – ширина резца;
l = 10 мм – длина режущей кромки;
R = 0,5 мм – радиус закругления режущей кромки;
Материал режущей кромки Т15К6
Для подрезания фаски используется токарный проходной отогнутый резец ГОСТ 18868 – 73.
H = 16 мм – высота резца;
B = 10 мм – ширина резца;
L = 100 мм – длина резца;
m = 8 мм – расстояние от режущей кромки до державки;
a = 8 мм – длина режущей кромки;
r = 0,5 мм – радиус закругления режущей кромки;
При отрезании используем отрезной резец с наклонной режущей кромкой
Ширина лезвия = 5 мм.
Угол наклона = 10о
Материал режущей кромки Т5К10
При фрезеровании наружной поверхности используем цилиндрическую фрезу с мелким зубом ГОСТ 3752 – 71.
L = 50 мм – длина фрезы;
D = 80 мм – диаметр фрезы;
d = 22 мм – внутренний диаметр фрезы;
z = 16 мм – число зубьев фрезы;
Материал: Т15К6
При фрезеровании отверстий используем концевую фрезу Р6М5 ГОСТ 17025 – 71.
L = 79 мм – длина фрезы;
D = 10/11 мм – диаметр фрезы;
l = 22 мм – длина режущей части фрезы;
Материал: Р6М5
Для внутреннего шлифования используется абразивный круг ГОСТ 17123 – 79.
D = 10 мм – диаметр круга;
d = 3 мм – внутренний диаметр круга;
h = 7 мм – ширина круга;
Зернистость 40
Твердость С1
Шлифовальный материал 2А
Для шлифования наружной цилиндрической поверхности и торцевой поверхности используется абразивный круг ГОСТ 17123 – 79.
D = 150 мм – диаметр круга;
d = 51 мм – внутренний диаметр круга;
B = 19 мм – ширина круга;
Зернистость 50
Твердость СМ1
Шлифовальный материал 2А
Выбор станков:
1. Для точения обтачивания, подрезания фасок и подрезания торцов: токарно-винторезный станок 16К20;
2. Для фрезерования цилиндрической фрезой: горизонтально-фрезерный станок 6М82Г;
3. Для фрезерования отверстий: вертикально-фрезерный станок 6М12П;
4. При внутреннем шлифовании используем внутришлифовальный станок 3К227А;
5. При шлифовании наружных поверхностей выбираем плоскошлифовальный станок 3Д740А.
Похожие работы





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...
... Фрезерование Нарезание шлицев 025 Шлифование Шлифование шлицев по внешнему диаметру 030 Контроль Контроль детали , ее соответствие рабочему чертежу , точности размеров , итд. 6. Разработка технологических операций 6.1. Токарная операция. №1. Черновое точение. Предварительный выбор оборудования. Учитывая требуемую точность и шероховатость поверхности и размеры детали выбираем ...
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...
0 комментариев