Навигация
Черновое точение наружной цилиндрической поверхности
19464
знака
16
таблиц
0
изображений
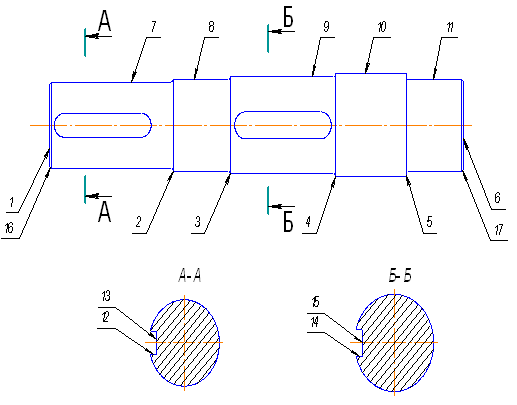
1.2 Черновое точение наружной цилиндрической поверхности
| Скорость резания | |||||||||
| Сv= | 350 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 1,2 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 1 | мм/об | |||||||
| y= | 0,35 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 131,6979 | мм/мин | n= | 625,9999 | об/мин | - расчетнные | |||
| V= | 132,5394 | мм/мин | n= | 630 | об/мин | - принятые | |||
| Сила резания | |||||||||
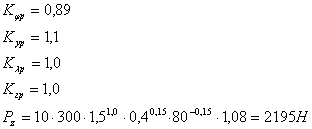
| Pz | 1414,483 | Н | Py | 419,8659 | Н | Px | 544,8681 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 3,063313 | КВт | ||||||
1.3 Чистовое точение наружной поверхности:
| Скорость резания | |||||||||
| Сv= | 420 | Kмv= | 0,8 | Kг= | 0,8 | ||||
| T= | 45 | мин | Kпv= | 0,9 | Сигма в= | 750 | МПа | ||
| m= | 0,2 | Kиv= | 1,15 | nv= | 1 | ||||
| t= | 0,7 | мм | |||||||
| x= | 0,15 | ||||||||
| s= | 0,4 | мм/об | |||||||
| y= | 0,2 | ||||||||
| Kv= | 0,828 | ||||||||
| V= | 205,8071 | мм/мин | n= | 1009,917913 | об/мин | - расчетнные | |||
| V= | 203,786 | мм/мин | n= | 1000 | об/мин | - принятые | |||
| Сила резания | |||||||||
| Pz | 389,0767 | Н | Py | 131,1061 | Н | Px | 168,1456 | Н | |
| Cp= | 300 | Cp= | 243 | Cp= | 339 | ||||
| x= | 1 | x= | 0,9 | x= | 1 | ||||
| y= | 0,75 | y= | 0,6 | y= | 0,5 | ||||
| n= | -0,15 | n= | -0,3 | n= | -0,4 | ||||
| Kp= | 0,8178 | Kp= | 0,63525 | Kp= | 0,9435 | ||||
| Kmp= | 1 | Kmp= | 1 | Kmp= | 1 | ||||
| Kфиp= | 0,94 | Kфиp= | 0,77 | Kфиp= | 1,11 | ||||
| Kyp= | 1 | Kyp= | 1 | Kyp= | 1 | ||||
| Kлp= | 1 | Kлp= | 1,25 | Kлp= | 0,85 | ||||
| Krp= | 0,87 | Krp= | 0,66 | Krp= | 1 | ||||
| n= | 0,75 | n= | 0,75 | n= | 0,75 | ||||
| Мощность | N= | 1,295561893 | КВт | ||||||
Похожие работы





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...
... Фрезерование Нарезание шлицев 025 Шлифование Шлифование шлицев по внешнему диаметру 030 Контроль Контроль детали , ее соответствие рабочему чертежу , точности размеров , итд. 6. Разработка технологических операций 6.1. Токарная операция. №1. Черновое точение. Предварительный выбор оборудования. Учитывая требуемую точность и шероховатость поверхности и размеры детали выбираем ...
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...
0 комментариев