Навигация
Вертикально-сверлильная (Резьбонарезная)
39503
знака
4
таблицы
3
изображения
050 Вертикально-сверлильная (Резьбонарезная)
Глубина резания: t=0,5 мм
Подача: равна шагу резьбы, т.е. S=0,12 мм/об
Скорость резания: V=Vm=35м/мин
Частота вращения: n=1000*V/π*D=1000*35,8/π*10=1124 об/мин
принимаем n=1000 об/мин
Мощность резания: Nр=Nm=2,8 квт
Основное время: То=L/n*S+ L/nо*S,
где nо=Р*n=0,5*1000=500 об/мин
L=ℓо+ℓn+ℓвр=20+2+1=23
где ℓвр=ℓn-1*2Р=2-1*2*0,5=1
То=239/1000*0,5+23/500*0,12=0,064+0,12=0,184 мин
070 Шлифовальная
Шлифовать Ø52-0,019мм.
Подача Sт = 0,5![]()
Vк = 30 ![]()
Vз = 25![]()
t = 0,01 мм.
Частота вращения круга
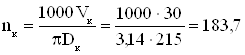
![]()
Принимаем по паспорту станка nд = 183![]()
Мощность резания
Nр=Nm=1,1 квт
Основное время: То=L/n*Sm=120/183*0,5=0,32 мин
2.3 Техническое нормирование всех операций
Технические нормы времени устанавливаются для каждой операции в соответствии с запроектированным технологическим процессом с учётом определённых организационных условий.
Техническая норма времени характеризует время, необходимое для выполнения определённой работы в условиях данного производства с учётом передового опыта и современных достижений техники, технологии и организации производства. Вместе с тем техническая норма является переменной во времени величиной, так как по мере совершенствования технологического процесса её следует проверять и пересматривать, отображая тем самым улучшение организации труда, внедрение новой техники и накопление опыта работниками завода в соответствии с их культурным и техническим ростом. Технические нормы времени являются исходными расчётными величинами для определения производственной мощности рабочего места, участка, цеха, а также для составления предварительной калькуляции себестоимости обработки
Время работы состоит из подготовительно-заключительного времени, оперативного и времени обслуживания рабочего места.
Время перерывов в работе включает перерывы на отдых (если он предусмотрен условиями работы) и естественные надобности.
Подготовительно-заключительное время – это время, затрачиваемое рабочим на ознакомление с работой, подготовку к работе (наладка станка, приспособлений, инструментов для изготовления партии деталей), а также на выполнение действий, связанных с окончанием данной работы (съём со станка и возврат приспособлений и инструментов, сдача обработанных заготовок).
Оперативное время – время, непосредственно затрачиваемое на выполнение данной операции. Оно повторяется с каждой обрабатываемой заготовкой или периодически – с каждой группой из нескольких одновременно обрабатываемых заготовок. Оперативное время – это сумма основного и вспомогательного времени.
Технологическое (основное) время – это время, затрачиваемое непосредственно на обработку заготовки, то есть на изменение её формы, размеров и состояния.
Вспомогательное время – это время, затрачиваемое на различные вспомогательные действия рабочего, непосредственно связанные с основной работой (установка, закрепление и снятие обрабатываемой заготовки, пуск станка, его останов, измерение, изменение режимов резания).
Время обслуживания рабочего времени – это время, затрачиваемое рабочим на уход за своим рабочим местом на протяжении всего времени выполнения данной операции. Оно складывается из времени организационного обслуживания (осмотр, смазывание, очистка станка) и времени технического обслуживания (подналадка станка, смена, заточка и подналадка режущего инструмента).
Штучное время рассчитывается по формуле:
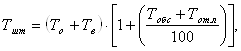
где ![]() основное или машинное время;
основное или машинное время;
![]() вспомогательное время;
вспомогательное время;
![]() время обслуживания рабочего места;
время обслуживания рабочего места;
![]() время на отдых и личные надобности.
время на отдых и личные надобности.
В серийном типе производства, когда детали передаются партиями, рассчитывается штучно-калькуляционное время:
![]()
где ![]() штучное время;
штучное время;
![]() подготовительно-заключительное время;
подготовительно-заключительное время;
![]() количество деталей в партии.
количество деталей в партии.
015 Нормирование автоматно-токарная операции
![]()

![]()
020 Нормирование автоматно-токарная операции
![]()
![]()
025 Нормирование вертикально-сверлильной операции

![]()
030 Нормирование вертикально-сверлильной операции
![]()
![]()
035 Нормирование вертикально-сверлильной операции
![]()
![]()
040 Нормирование вертикально-сверлильной операции
![]()
![]()
045Нормирование вертикально-сверлильной операции
![]()
![]()
050 Нормирование вертикально-сверлильной операции
![]()
![]()
070 Нормирование кругло-шлифовальной операции
![]()
![]()
2.4 Описание и расчет режущего инструмента для обработки торцевой поверхности под углом 10º
Все виды режущего инструмента состоят из двух основных частей: Рабочей части, содержавшей лезвие
Крепежной части, предназначенной для установки и крепления режущего инструмента в технологическом оборудование или приспособлении. Различного вида хвостовики, посадочные отверстия, державки.
Резцы имеют следующие углы, которые определяются согласно ГОСТ 25762-83.
Главный задний угол α - угол в главной секущейся плоскости, между задней поверхностью лезвия и плоскость резания.
Главный передний угол γ - угол в главной секущейся плоскости, между передней поверхностью лезвия и основной плоскостью.
Угол наклона кромки λ – угол в плоскости резанья между режущей кромкой и основной плоскостью.
Угол в плане φ – угол в основной плоскости между плоскостью резанья и рабочей части.
Главный угол заострения ε – угол в главной секущейся плоскости между передней и задней поверхностью резца.
Для обработки данной поверхности выбираем проходной отогнутый резец, с пластинами из быстрорежущей стали ГОСТ 18868 - 73
Расчёт проходного отогнутого резца
2.5 Описание и расчет измерительного инструмента для контроля расположения 4 отв. ø10
Повышение качества продукции машиностроения во многом зависит от правильной организации технологического контроля и применения прогрессивных методов контроля. Рост объемов выпуска однородной продукции требует обеспечения однородности основных параметров в каждом изделии и сохранения необходимого уровня качества выпускаемой продукции в процессе производства.
Комплексный калибр для контроля расположения 4 отв. ø10 на расстоянии 230
1. ПРп = Дmin + До + Нк/2 (5 стр. 123)
Дmin=10 мм До=20 мкм Мк=10 (5 стр.124)
ПРп=10+0,02+0,01=10,03 мм
2. ПРп=Дmin-yп
Дmin=10 yв=0 мм (5 стр.124)
ПРп=10-0=10 мм
Дmax=10+0,12=10,12
Похожие работы
... для разработки проекта, являются: - Наименование детали – лапа; - Материал детали – 20ХН3А-Ш; - Чистый вес детали – 61 кг.; - Продолжительность рабочей смены – 8 часов; - Задание на проектирование – модернизация технологического процесса механической обработки лапы. Таблица 1 Химический состав стали 20ХН3А-Ш С Cr Ni S не более P не более 0,17-0,22 0,60-0,90 2,75-3,15 0,015 0, ...





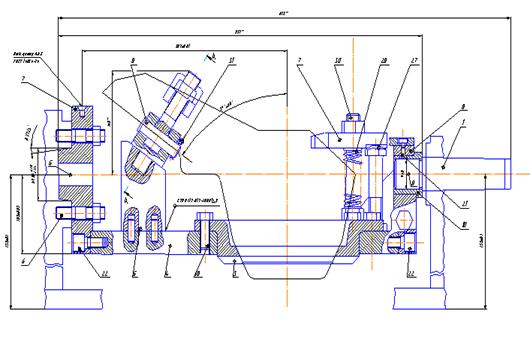
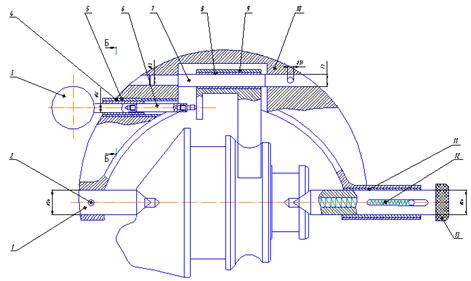
... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
0 комментариев