Обоснование выбора модели изделия. Общая характеристика модели изделия
Обоснование выбора материалов
Кожи для верха обуви
Материалы для промежуточных деталей
Низ обуви. Виды подошв
Подготовительные операции
Разглаживание шва
Проектирование технологического процесса сборки и отделки обуви
Обоснование выбора отделки обуви
Навигация
Низ обуви. Виды подошв
Разработка технологического процесса производства женских туфель с открытой носочной частью клеевого метода крепления
85232
знака
35
таблиц
1
изображение
3.4 Низ обуви. Виды подошв
Материал подошвы может быть в принципе любым: резина, полиуретан, поливинилхлорид – все они водонепроницаемы и достаточно износостойки. В качестве подошвы используют различные материалы, которые представлены в таблице 12 [6].
Таблица 12- Физико-механические показатели подошвы
| Показатель | ТЭП марки ДСТ- 30 | Полиуретан | Пористая Резина марки Б | ПВХ |
| Предел прочности при растяжении, МПа, не менее | 3,5-4,0 | 6-8 | 2-3 | 3-4 |
| Плотность, г/см3 | 0,8-0,9 | 0,5-0,6 | 0,5-0,7 | 0,8-0,9 |
| Сопротивление к истиранию, Дж/мм3 | 3-5 | 8-12 | 2-3 | 3-4 |
| Клеящая способность, Н/мм, не менее | 27 | 27 | 27 | 27 |
Сборка заготовок верха обуви производится ниточным способом, имеющим ряд преимуществ перед другими: возможность соединять разнородные по физико-механическим свойствам и химическому составу материалы и высокую прочность. Показатели свойств ниток представлены в таблице 13 [6].
Таблица 13 – Физико-механические показатели нитей
| Показатель | 45ЛЛbК | 65ЛЛbК | 95ЛЛbК | 130ЛЛbК | 45ЛЛ | 44ЛХ | 150ЛЛ |
| Линейная плотность, текс | 43.5 | 66.9 | 97.0 | 132.3 | 43.5 | 45.0 | 154.0 |
| Разрывная нагрузка, сН | 2190 | 3219 | 3500 | 5905 | 1725 | 1620 | 5400 |
| Относительная разрывная нагрузка, сН/текс | 50.3 | 48.2 | 36.1 | 44.6 | 39.7 | 36.0 | 35.1 |
| Коэффициент вариации по разрывной нагрузке,% | 3.9 | 2.8 | 4.2 | 5.4 | 7.5 | 8.0 | 7.5 |
| Удлинение,% | 19.6 | 18.7 | 18.1 | 17.2 | 22.0 | 22.0 | 28.0 |
| Состав ниток,% | 74 | 73 | 55 | 80 | 66 | 66 | 55 |
3.2 Обоснование выбора технологии
Каждая заготовка верха обуви состоит из ряда деталей, которые в зависимости от их расположения можно объединить в узлы. Число узлов зависит от вида обуви и конструкции заготовки верха. Заготовка туфель – лодочек состоит из двух узлов: узла верха и узла подкладки. Для данной модели используется следующий технологический процесс сборки заготовки верха: сначала соединяют все наружные детали верха обуви и получают замкнутый контур, так же собирают и детали подкладки. Затем верх и подкладку сострачивают по верхнему краю и получают заготовку замкнутого контура.
3.3 Обоснование выбора оборудования. Техническая характеристика оборудования
Основное оборудование для сборки заготовки представлено в таблице 14
Таблица 14 - Оборудование для сборки заготовки
| Тип-класс оборудования | Предприятие-изготовитель | Скоростная характеристика | Назначение | Обозначение и номер иглы | Номер ниток | Вид и размер стежков | Скрепляемые детали |
| 330-8 класс | 3000мин | пристрачивание | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | Союзки, запяточный ремень | |
| 332ПМЗ | 3000мин | строчка канта с одновременной обрезкой | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | - |
В таблице 15 представлено основное оборудование, применяемое для операций формования.
Таблица 15 - Основное оборудование для операций формования
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| УТФ-1-О | Россия | ВТО | 250 пар/час; 21.64 кВт; 500кг;1120-3070-1950мм |
| ЗКГ-2-О | Россия | Клеевая затяжка геленочной части заготовки | 125 пар/час; размер обуви 135-305; 350кг;760-690-1820мм |
| ЗНК-3-О | Россия | Обтяжка и затяжка пучковой части заготовки | 140 пар/час; размер обуви 145-305; 1140кг;100-1500-1140мм |
Таблица 16 - основное оборудование для операций крепления
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| МВК-1-О | Россия | Обрезка излишков затяжной кромки и ее взъерошивание | 100 пар/час; 447 кг; 780-860-1480 мм |
| ТА-О | Россия | Активация клеевых пленок | 112 пар/час; размеры обуви 105-300; 73кг; 520-660-1450 мм |
| ППГ-4-О | Россия | Приклеивание подошв | 59 пар/час; 450 кг; 700-800-1800 мм |
| 04222/Р1 | Чехия | Прикрепление каблука | 250 пар/час; 490кг; 550-800-1475 мм |
4. Проектирование технологического процесса сборки заготовки верха обуви
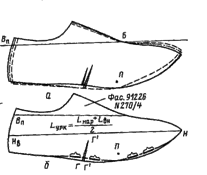
Характеристика конструкции заготовки: женских туфель с открытой носочной частью, полукруговыми союзками, верхним кантом, обработанным в загибку.
Проектирование производится па основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки заготовки; проектирование технологического процесса сборки заготовки. Сборка деталей осуществляется поузловым способом, а затем отдельные узлы собирают в заготовку.
Похожие работы
... 4.1 Принципы построения технологического процесса Характеристика конструкции заготовки верха: летних женских туфель Проектирование производится на основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки ...
... ; цена 2900 руб Туфли женские; Marco Rizzi (Ит); цена 5900 руб Туфли жен-ские; Спартак; цена 3000 руб 1.3 Разработка эскизов моделей и выбор базовой модели Целью проектирования является создание модели женских закрытых туфель клеевого метода крепления, удовлетворяющей потребности современного рынка. Модель должна быть удобной, соответствовать эстетическим требованиям, и в той же мере быть ...
... заключении договоров обращать внимание на качество обуви, степень удаленности поставщика от магазина ООО «Стиль-Агро», ассортимент предлагаемой продукции, при этом необходимо искать новые источники поступления качественной обуви. 4.2. Экспертиза качества женской кожаной обуви экспертным методом. При оценке качества женской кожаной обуви и показателям эстетических свойств экспертным методом ...

... тем выше цена; наоборот, обувь низкого качества и упрощенного вида расценивается ниже. 1.4 Потребительские свойства обуви Потребность как категория товароведения, классификация потребностей. Жизнедеятельность человека и формирование в обществе блоков потребностей. Потребности и производство, удовлетворение потребностей – цель общественного производства. Понятие о потребительских свойствах и ...
0 комментариев