Обоснование выбора модели изделия. Общая характеристика модели изделия
Обоснование выбора материалов
Кожи для верха обуви
Материалы для промежуточных деталей
Низ обуви. Виды подошв
Подготовительные операции
Разглаживание шва
Проектирование технологического процесса сборки и отделки обуви
Обоснование выбора отделки обуви
Навигация
Проектирование технологического процесса сборки и отделки обуви
Разработка технологического процесса производства женских туфель с открытой носочной частью клеевого метода крепления
85232
знака
35
таблиц
1
изображение
5. Проектирование технологического процесса сборки и отделки обуви
5.1 Обоснование выбора метода формования заготовки на колодке
Операции формования заготовки относятся к основным операциям технологического процесса, от правильности выполнения которых во многом зависит внешний вид и формоустойчивость обуви при носке, то есть ее качество и конкурентоспособность. Заготовка верха обуви формуют последовательным, параллельным и параллельно- последовательным способами с использованием различных исполнительных инструментов: клещей, пластин. роликов, скоб, раздвижных колодок и форм. Все способы формования в зависимости от места приложения силы можно разделить на внешние, внутренние и комбинированные. Формование указанным способами можно выполнять без предварительного или с предварительным формованием деталей или узлов заготовки верха. Предварительное формование облегчает выполнение последующих операций, увеличивает деформацию материала, что приводит к уменьшению размера чистой площади деталей и повышению формоустойчивости обуви. На выбор способа формования особое влияние оказывают два фактора: 1) пространственность заготовки; 2) состояние затяжной кромки. Из внешних способов формования наиболее распространен обтяжно-затяжной (последовательный или параллельно-последовательный), который осуществляется клещами, пластинами или роликами. Заготовка верха обуви может быть плоской, полуплоской или пространственной со свободной затяжной кромкой, которую прикрепляют к стельке или подошве клеем, проволочными скобками или тексами. При внешнем параллельном способе (беззатяжном) формование осуществляется пластинками, скобами, или шнурками. При внутреннем параллельном способе заготовку формуют раздвижной колодкой.
При комбинированном способе заготовка формуется клещами и пластинами обтяжно-затяжной машины и раздвижной колодкой. В этом случае рекомендуется применять заготовку со свободной затяжной кромкой. Наиболее приемлемым для данной модели является внешний обтяжно-затяжной способ формования. Так как менее трудоемкий, требует меньшие затраты времени и материальных ресурсов. Также он позволяет выполнять формование заготовок с различными вариантами скрепления со стелькой.
Процессу формования заготовок верха обуви предшествует ряд подготовительных операций: подбор, чистка и смазка затяжных колодок парафином, тальком (для устранения загрязнения и приклеивания подкладки заготовок верха обуви к колодкам, а также облегчения съема обуви с колодок); прикрепление стелек к поверхности следа затяжных колодок; увлажнение заготовок (для облегчения формования и обеспечения лучшего сохранения приданной формы); размягчение или увлажнение задников и подносков; вклеивание задников и подносков. Подготовка колодок включает их подбор по фасону, размеру и полноте. Чистка колодок: боковую поверхность колодок сначала протирают губкой, пропитанной смывочной жидкостью, затем очищают и полируют воском на машинах ХПП-З-О или 04218/Р7 для холодного полирования подошв и чистки верха обуви, в качестве инструмента используют тупой нож. Намазка колодок: необходимо щетки или губка, смазка, парафин, тальк. Допускается припудривание колодок тальком непосредственно перед обтяжкой заготовок верха.
Прикрепление стелек: стельку накладывают лицевой поверхностью на след колодки и прикрепляют в местах расположения пробок тремя — пятью скобками или гвоздями на машинах ППС-С, 04054/Р 1 или Х5 фирмы БУСМК. Для прикрепления используют скобочную проволоку 1,07х0,63 мм или затяжной машинный гвоздь № 12-15. Стелька должна плотно и прочно прилегать к следу колодки, её края по всему контуру ДОЛЖНЫ совпадать с гранью следа. Увлажнение заготовок: в условиях ателье заготовки увлажняют теплой водой, нанося воду губкой на бахтармяную сторону или паровоздушной смесью в установках типа ТУВ-О. Увлажненные заготовки можно хранить в открытом виде не более 15 минут. Более длительное время можно хранить заготовки в полиэтиленовых мешках или в закрытом металлическом шкафу с сетчатым дном над водой. Для увлажнения заготовок верха обуви перед обтяжно-затяжными операциями применяют увлажнительные камеры УУЗ-О, УДВ-О, 55032/Р2, 6$ фирмы БУСМК и другие. Увлажнение задников: кожаные задники увлажняют погружением в воду с последующим их провяливанием под влажной мешковиной в течение 1,5-2 часов. При сгибании задников на 1800 на их поверхности не должна выступать влага. Края подносков и задников спускают с бахтармяной стороны но всему контуру ножом и выравнивают спущенную поверхность краем стекла. Вклеивание подносков и задников: особенность выполнения операций зависит от материала промежуточных деталей и конструкции заготовка верха. Кожаные подноски и задник, за исключением формованных, перед вклеиванием в заготовку верха увлажняют и провяливают до содержания влаги 30 + 5% по отношению к их массе в увлажненном состоянии. При вклеивании кожаных и формованных кожкартонных задников рекомендуется применять латексные, казеиновый, декстриновый, полиакриламидный, карбоксиметилцеллюлозный и поливинилацетатный клеи. Жесткий задник вставляют между верхом и подкладкой заготовки. Подносок вставляют между верхом и подкладкой на расстоянии 3-4 мм от края затяжной кромки. Перед вклеиванием подноска рекомендуется приклеить боковинки, концы которых должны находиться между подкладкой и подноском и заходить на подносок на 5 мм. Подноски и задники вставляют в обувь ровно, без перекосов, подкладка должна быть расправлена. Эта группа операций заканчивается предварительным формованием пяточной части заготовки верха. Эта операция улучшает качество и облегчает установку заготовки на колодку перед обтяжно-затяжными операциями. Заготовку со вставленным задником надевают на пуансон, имеющий форму пяточной части колодки, и вытягивают так, чтобы задник плотно прилегал к верху и подкладке. Температура нагрева пуансона 90-110 0С, продолжительность формования 20-ЗО с. предварительное формование производят на машинах ЗФП-1-О, 9162/Р2. Процессу формования заготовок верха обуви предшествует ряд подготовительных операций: подбор и чистка колодки, прикрепление стельки к следу колодки, фрезерование стельки в пяточной части, намазка клеем и вставка задника, предварительное формование пяточной части заготовки верха обуви, надевание заготовки верха обуви на колодку и установка пяточной части.
1 Подбор и чистка колодки. Колодку выбирают по фасону, размеру и полноте. Колодки должны быть парными, соответствовать размерам заготовки и иметь исправные клинья, замки, верхние площадки, втулки, поверхности следа, металлические пластины, пробки. Всю поверхность колодки, кроме следа, протирают губкой, смоченной смывочной жидкостью, а затем очищают вращающейся щеткой и полируют. На колодке не должно быть остатков клея, талька и других загрязнений. Колодка должна иметь гладкую и чистую поверхность. Вспомогательные материалы смывочная жидкость (рецепт М2 70) и воск (рецепт М238). Оборудование: стеллаж СЖ-В 1 вращающийся; машины ХПП--О или 042 18/Р7 для холодного полирования подошвы и чистки заготовки верха обуви; тупой нож; губка; сосуд для смывочной жидкости.
2 Прикрепление стельки. Стельку, предварительно отформованную, лицевой поверхностью накладывают на след колодки так, чтобы края ее в носочно-пучковой части совпадали с гранью следа, а стельку, предварительно скрепленную с геленком и полустелькой, накладывают на след колодки так, чтобы края ее в пяточно-геленочной части совпадали с гранью следа. Стельку прикрепляют тремя тексами или скобками в местах расположения пробок. Стелька должна плотно прилегать к следу колодки. Головка тексов или скобок должна выступать над поверхностью стельки на 2 — З мм. Вспомогательные материалы текс — машинный № 12 — 15, проволока скобочная сечением 1,07 х 0,63 мм или 1,1 х 0,65 мм. Оборудование: машины ППС-С, 04054/Р 1, модель 5 фирмы <.БУСМК» для временного крепления стельки и подошвы; молоток; скобовытаскиватель или тексовытаскиватель.
3 Фрезерование стельки в пяточной части. Края стельки, выступающие в пяточной части за грань колодки, срезают фрезой так, чтобы они после фрезерования полностью совпадали с контуром следа колодки и профиль среза являлся продолжением профиля боковой поверхности пяточной или носочной частей колодки. Оборудование: машина ФУП-3-О для фрезерования уреза подошвы, 458-431 фирмы «Коголо» (Италия) и фрезы.
4 Вставка задника. Формованные или полуформованные задинки из кожкартона или кожи с предварительно нанесенным и высушенным клеевым слоем или промазанные с обеих сторон тонким ровным слоем клея с последующим провяливанием, вставляют в заготовку верха обуви симметрично относительно заднего шва (ремня). Гофры, обозначающие размер задинка, должны находиться с внешней стороны обуви. Грань формованного задинка должна отстоять от края заготовки верха обуви на ширину затяжной кромки. Наружные детали заготовки верха обуви и подкладки должны быть хорошо расправлены. Вспомогательные материалы Клей (рецепты № 9, 10, 11) и растворитель АКР. Оборудование: аппарат фирмы «Анвер» (Франция) для промазки клеем задника и модель Е фирмы «БУСМК», приспособления для намазки клеем задника и его размягчения; стол СТ-ЗВ для вставки задника; сушильный шкаф; стеллаж контейнерный СЖ-5; секундомер по ГОСТ 5072-79Е; измерительная линейка с ценой деления 1.0 мм по Гост 427-75.
5 Предварительное формование пяточной части заготовки верха обуви. Пяточную часть заготовки верха обуви расправляют и устанавливают на металлическом формующем пуансоне симметрично относительно заднего шва (ремня), затем вытягивают при помощи клещевого механизма, обжимают наружной формой и формуют затяжную кромку пластинами. Температура формующего пуансона 90-110 С, обжимной наружной формы 50 --70 О с, формующих пластин 110 -- 120 О С, время формования 10 -20 с. Все детали, входящие в пяточную часть заготовки, должны быть хорошо склеены между собой и хорошо отформованы. Края кромки заготовки верха обуви должны совпадать с краями кромки задника, а внутренняя форма пяточной части заготовки верха обуви после формования должна соответствовать форме пяточной части колодки с прикрепленной стелькой. Оборудование: машина ЗФП-О, ЗФП-1-0- 01, 02001/Р!, 18 ТО 100212 фирмы «Шен», «Рондо» фирмы «Анвер», 71-А фирмы «Коголо», 1489 фирмы «Матик» (Италия) для предварительного формования пяточной части заготовки верха обуви; ИТУ или термометры любого типа с ценой деления 10 0С; секундомер ГОСТ 5072 -79 Е.
6 Надевание заготовки верха обуви на колодку и установка пяточной части. Заготовка верха обуви должна соответствовать колодке по фасону, размеру и полноте, а также по полупаре (правая или левая). Заготовку верха обуви надевают на колодку и прикрепляют к стельке одним тексом, проходящим через задний шов (ремень) заготовка верха обуви; задник и подкладку. Задний шов (ремень) располагают посередине закругления пяточной части а паре должна быть одинаковой. Расстояние текса от грани стельки 9 - 11 мм. Вспомогательные материалы текс — машинный №9 - 11 или ручной № 10 — 12. Оборудование: машина ПДН — 1 — О для установки на колодке заднего наружного ремня заготовки верха обуви; опорная стойка; затяжные клеши; молоток; тексовытаскиватель; измерительная линейка с ценой деления 1,0 мм по ГОСТ 427 — 75. Проектируем собственно формование заготовки на колодке. Данная модель формуется обтяжно — затяжным способом, так как в результате пространственность формы заготовки — плоская. Заготовка одевается на раздвижную колодку, которая с использованием специальных механизмов приводится в рабочее состояние, и её размеры становятся равными размерам, установленным для данной заготовки, то есть основным формирующим инструментом является колодка.
Процесс затяжки состоит из операции:
1 Обтяжка и затяжка носочно-пучковой части заготовки верха обуви на клей-расплав с предварительным увлажнением и активацией подноска. Носочно-пучковую часть заготовки верха обуви из кожи увлажняют и подносок активируют паровоздушной смесью при температуре 65 + 5 с в течение 15 — 20 с или носочно-пучковую часть заготовки верха обуви увлажняют паром, а подносок активируют при контактом нагреве.
Заготовку верха обуви после увлажнения и активации носочной части вытягивают настольными клещами и производят обтяжку и клеевую затяжку заготовки с прикреплением ее к стельке клеевым швом. Заготовка верха обуви должна плотно, без перекосов, складок и морщин по грани стельки облегать носочно—пучковую часть колодки, а грань следа должна быть четко выражена. Длина союзок и форма носка в паре должны быть одинаковыми.Не допустимы повреждения и пережоги материала заготовки. Температура нагрева пластин — 80 — 120 0С продолжительность формования 5-10 с. Ширина затяжной кромки должна быть 14- 16 мм. Вспомогательные материалы клей (рецепт )[2 6). Оборудование машина ЗНК-2-О, ЗНК-3-О, 63ДНL фирмы «Шен» 021 60/Р 1, 02200/Р 1 для обтяжки и клеевой затяжки носочно-пучковой части заготовки верха обуви, термостаты Т-1-О, ТУВ-О, №10 «БУСМК»; 331Д,331С фирмы «Шен», 528/2 для увлажнения заготовки и активации подноска; ИТУ или термометр любого типа с ценой деления 1,0 мм по ГОСТ 427 —75, секундомер по ГОСТ 5072 - 79 Е.
2 Клеевая затяжка пяточной части заготовки верха обуви. Затяжную кромку в пяточной части заглаживают с помощью пластин и прибивают тексами. Заготовка верха обуви должна плотно облегать колодку и не иметь складок и морщин по грани стельки.
3. Клеевая затяжка геленочной части заготовки верха обуви. Колодку с заготовкой верха обуви, затянутой в носочно-пучковой части, надевают на штуцер следом вверх и подают в машину. Клещи в височной части захватывают заготовку верха обуви, клей-расплав подается в геленочной части под затяжную кромку, которая при помощи клавиш приклеивается к стельке. Вспомогательные материалы клей-расплав (рецепт № 7); текс машинный № 11. Оборудование полуавтомат 640 ТG фирмы «Шен», СК2З SZ фирмы «Коголо» для затяжки геленочной части с применением клея-расплава и пяточной части с применением текса. В группу операции формования входят операции и по фиксации формы обуви. Это влажно-тепловая обработка обуви. Обувь с верхом из кожи с задником из термопластических материалов подвергается влажно-тепловой обработке, которая состоит из последовательного воздействия на обувь влажного теплового, сухого горячего и холодного воздуха. Режимы влажно-тепловой обработке обработки обуви зависят от характера лицевого покрытия кожи, внутренних деталей и термостойкости клеев для клеевой затяжки обуви. Во влажной зоне обувь обрабатывается воздухом при температуре 65-50 С, относительной влажности около 100% в течение 1,0 — 2,0 мин. Температура воздуха в горячей зоне регулируется в пределах 80 — 1200 С. охлаждение обуви производится на транспортере установки при температуре воздуха в цехе в течение 1 — 2 мин. После влажно-тепловой обработки заготовка верха обуви должна плотно облегать колодку без складок и морoин выше грани колодки. На обуви yе должно образовываться пятен, повреждений или отпечатков от с упорами или полупар обуви друг с другом. Затяжная кромка в обуви с клеевой затяжкой после тепловой обработки не должна отклеиваться. Последующая обработка должна производиться на обуви, охлажденной до температуры окружающей среды. Оборудование УТФ-1-О, ВВТО-О, «БУСМК» №6, №8 USM «Ринальди» (Италия) и другие установки аналогичного типа для влажно-тепловой обработки обуви.
Перечень операций технологического процесса формования заготовки на колодке.
1 Подбор и чистка колодки.
2 Прикрепление стельки.
З Фрезерование стельки в пяточной части.
4 Вставка задника.
5 Предварительное формование пяточной части заготовки верха обуви.
6 Надевание заготовки верха обуви на колодку и установка пяточной части.
7 Обтяжка и затяжка носочно-пучковой части заготовки верха обуви на клей-расплав с предварительным увлажнением и активацией подноска.
8 Клеевая затяжка пяточной части заготовки верха обуви.
9 Клеевая затяжка геленочной части заготовки верха обуви
10 Влажно-тепловая обработка обуви
В таблице 1 представлено основное оборудование, применяемое для операций формования.
Таблица 19 - Основное оборудование для операций формования
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| УТФ-1-О | Россия | ВТО | 250 пар/час; 21.64 кВт; 500кг;1120-3070-1950мм |
| ЗКГ-2-О | Россия | Клеевая затяжка геленочной части заготовки | 125 пар/час; размер обуви 135-305; 350кг;760-690-1820мм |
| ЗФП-1-О | Россия | Предварительное формование пяточной части | 106 пар/час; размер обуви 135-320; 509кг;1600-850-2100мм |
| ЗНК-3-О | Россия | Обтяжка и затяжка носочно-пучковой части заготовки | 140 пар/час; размер обуви 145-305; 1140кг;100-1500-1140мм |
5.2 Обоснование выбора метода крепления подошвы
Соединение отформованных заготовок верха с низом обуви может производиться с помощью ниток, клея шпилек или их комбинаций. В зависимости от этого методы крепления подразделяют на химические, механические и комбинированные. Каждый из них характеризуется определенными эксплуатационными свойствами и технико-экономическими показателями. К химическим методам относят клеевые, литьевые и метод горячей вулканизации. К механическим - ниточные и штифтовые. Комбинированные методы крепления подошв представляют собой сочетание химических и механических методов. При клеевом методе подошву приклеивают к затяжной кромке заготовки верха обуви водостойкими клеями, обладающими высокой прочностью склеивания, устойчивостью к многократным изгибам и воздействиям окружающей среды. Литьевой метод подразумевает под собой одновременное формование и прикрепление низа обуви к затяжной кромке заготовки верха обуви. Гвоздевой метод характеризуется тем, что подошву прикрепляют через затяжную кромку заготовки верха обуви к стельке подошвенными гвоздями. При прошивном методе вместо гвоздей применяют нитки.
Рантовый метод отличается трудоемкостью. Здесь подошву крепят нитками к несущему ранту, который соединен через затяжную кромку заготовки верха обуви с губой стельки.
Сандальный метод предполагает крепление подошвы нитками к горизонтально отогнутой затяжной кромке заготовки верха обуви через накладной рант. Выбор метода крепления зависит, прежде всего, от назначения обуви. Модельную обувь изготавливают в основном клеевым, прошивным, рантовым и комбинированными методами. Для данной обуви наиболее приемлемым является клеевой метод крепления. Достоинства этого метода перед другими методами заключается в повышении производительности труда в результате параллельного метода крепления подошвы к верху обуви, экономного использования материалов и улучшенным внешним видом изделия. Кроме того, клеевое крепление не требует применения сложного оборудования, крепление выполняется за один прием, что дает возможность автоматизации процесса. Данный метод позволяет уменьшить толщину подошвы и стельки без снижения эксплуатационных свойств обуви. Благодаря этому, обеспечивается изготовление наиболее легких, гибких и изящных моделей. А именно эти характеристики являются определяющими при производстве модельной обуви. В настоящее время для клеевого метода крепления подошв применяют клеи на основе полихлоропреновых каучуков и полиуретановых полимеров. Применение того или иного клея зависит от свойств материалов верха и низа обуви. Для склеивания верха обуви из натуральных и искусственных кож и подошв из кожи, полиуретана, поливинилхлорида применяют полиуретановый клей. Он обеспечивает повышенную прочность таких скреплений. Качество клеевого крепления зависит в большей степени от подготовки следа обуви к приклеиванию подошвы. След должен быть ровным, без бугров и впадин. Для этого проводят операции удаления скобок или тексов из стелек, обрезки излишков затяжной кромки и ее взъерошивания, удаление пыли, нанесение клея, его сушка, простилание следа обуви. Удаление скобок или тексов из стелек производят с помощью специальных приспособлений, клещами или скобкотексовытаскивателем. Взъерошивание значительно увеличивает поверхность контакта и повышает адгезию клея к материалу заготовки верха обуви. Обрезку и Взъерошивание выполняют на машинах МВК-1-О, машине №2 («Шен»). Затяжную кромку взъерошивают по всей площади на удалении 0.5-1мм от грани следа. Лицевой слой снимают с затяжной кромки заготовки, не повреждая дермы кожи и не нарушая затяжки заготовки. Взъерошивание должно быть равномерным по всей площади, без прорезанных или невзъерошенных мест. Пыль должна быть удалена щеткой или сжатым воздухом. Углубление на стельке между затяжной кромкой заполняют простилкой, которую наклеивают и прикрепляют на текс. Края простилки не должны при наложении заходить на затяжную кромку и полностью заполнять пространство между затяжной кромкой. Обычно данную операцию совмещают с нанесением клея на затяжную кромку.
Для склеивания полиуретановым клеем его наносят на обе поверхности. Число намазок и концентрация используемых клеев зависит от свойств склеиваемых материалов. Применение полиуретанового клея требует соблюдения следующих параметров: 1) двукратная намазка. Продолжительность сушки после первой намазки составляет 10-15мин, после второй намазки и однократной намазки- 1-1.5 часа. Сушка клеевых пленок производится при температуре окружающей среды в сушилках типа СОВ-1 или СОВ-2. Для придания клеевым пленкам, нанесенным на склеиваемые поверхности, липкости и способности к самослипанию при прессовании их подвергают термоактивации под рефлектором. Высушенные полиуретановые клеевые пленки активируют 30сек. при температуре 85-90 С. После активации затяжных кромок прикрепляют подошвы и каблуки к заготовке верха обуви. Данную операцию проводят на прессах ППГ-4-О, 3 фирмы БУМСК, 755Р/С («Сигма») и др. Прессование должно производится при давлении 0.3-0.4 МПа, продолжительность прессования 40-60сек. После чего обувь рекомендуется выдерживать не менее 30мин. Прикрепление каблука в данной модели осуществляется за один прием после снятия обуви с колодок клеем, шурупом и гвоздями изнутри. Этому предшествуют ряд подготовительных операций. Перед прикреплением каблука пяточная часть должна быть отформована и иметь четко выраженную грань и правильную форму гнезда для каблука; на грани и боковой поверхности не должно быть морщин и складок. Формование проводят нагретыми металлическими пуансонами с профилем формующей части, соответствующей фасону и размеру колодки на машине ФП-1-О. Способ прикрепления набоек зависит от материала. Набойки из пластмассы забивают вручную в калиброванные отверстия на каблуке. Для прочного держания набойки диаметр отверстий должен быть на 0.06-0.08ии меньше диаметра штифтов набойки. Насадка производится до или после прикрепления каблука на обувь.
Перечень операций технологического процесса крепления
1 удаление скобок или тексов из стелек
2 обрезка излишков затяжной кромки и ее Взъерошивание
3 удаление пыли
4 первое нанесение клея на затяжную кромку и подошву. Сушка
5 второе нанесение клея на затяжную кромку и подошву. Сушка
6 простилание следа обуви
7 активация клеевых пленок
8 прикрепление подошвы
9 прикрепление каблука с набойкой
Основное оборудование, необходимое для операций крепления представлено в таблице 20.
Таблица 20 - основное оборудование для операций крепления
| Тип оборудования | Предприятие-изготовитель | Назначение | Техническая характеристика |
| МВК-1-О | Россия | Обрезка излишков затяжной кромки и ее взъерошивание | 100 пар/час; 447 кг; 780-860-1480 мм |
| ТА-О | Россия | Активация клеевых пленок | 112 пар/час; размеры обуви 105-300; 73кг; 520-660-1450 мм |
| ППГ-4-О | Россия | Приклеивание подошв | 59 пар/час; 450 кг; 700-800-1800 мм |
| 04222/Р1 | Чехия | Прикрепление каблука | 250 пар/час; 490кг; 550-800-1475 мм |
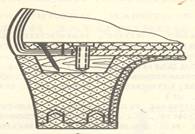
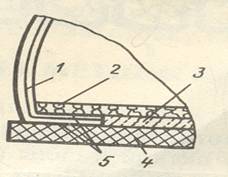
На рисунке 5 показаны схемы крепления каблука и набойки
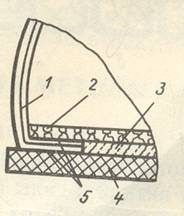
Рисунок 5- Схема крепления подошвы (справа), каблука (слева)
1-заготовка
2-стелька
3-простилка
4- подошва
5-клеевой шов
Похожие работы
... 4.1 Принципы построения технологического процесса Характеристика конструкции заготовки верха: летних женских туфель Проектирование производится на основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки ...
... ; цена 2900 руб Туфли женские; Marco Rizzi (Ит); цена 5900 руб Туфли жен-ские; Спартак; цена 3000 руб 1.3 Разработка эскизов моделей и выбор базовой модели Целью проектирования является создание модели женских закрытых туфель клеевого метода крепления, удовлетворяющей потребности современного рынка. Модель должна быть удобной, соответствовать эстетическим требованиям, и в той же мере быть ...
... заключении договоров обращать внимание на качество обуви, степень удаленности поставщика от магазина ООО «Стиль-Агро», ассортимент предлагаемой продукции, при этом необходимо искать новые источники поступления качественной обуви. 4.2. Экспертиза качества женской кожаной обуви экспертным методом. При оценке качества женской кожаной обуви и показателям эстетических свойств экспертным методом ...

... тем выше цена; наоборот, обувь низкого качества и упрощенного вида расценивается ниже. 1.4 Потребительские свойства обуви Потребность как категория товароведения, классификация потребностей. Жизнедеятельность человека и формирование в обществе блоков потребностей. Потребности и производство, удовлетворение потребностей – цель общественного производства. Понятие о потребительских свойствах и ...
0 комментариев