Обоснование выбора модели изделия. Общая характеристика модели изделия
Обоснование выбора материалов
Кожи для верха обуви
Материалы для промежуточных деталей
Низ обуви. Виды подошв
Подготовительные операции
Разглаживание шва
Проектирование технологического процесса сборки и отделки обуви
Обоснование выбора отделки обуви
Навигация
Подготовительные операции
Разработка технологического процесса производства женских туфель с открытой носочной частью клеевого метода крепления
85232
знака
35
таблиц
1
изображение
4.1 Подготовительные операции
Перед сборкой в объемную форму заготовку детали верха подвергают предварительной обработке. Характер её зависит от материала детали, расположения детали в заготовке, вида и назначения обуви.
Формование заготовок верха обуви на обтяжно-затяжных машинах и использование предварительно обработанных и отделанных подошв требует стандартных по толщине деталей верха обуви. Поэтому все кожаные детали обуви выравнивают по толщине в соответствии с нормативами. Основные детали верха обуви выравнивают по всей площади до следующих толщины 0,8- 1,0. Толщина кожподкладки, вкладных стелек-0,6-0,8 мм. Колебания толщин в комплекте не должны превышать 0.2мм.
Выравнивание верха обуви по толщине проводят на двоильно-ленточных машинах МДВ-О, О6I22/Р1(«Свит», Чехия), UAF-470(«Фортуна», Франция), C-480(«Камога», Италия).
Для получения тонкого красивого канта, чтобы после загибки толщина деталей была равна первоначальной, применяют спускание видимых краев. Детали верха спускают с бахтармяной, а в отдельных случаях и с лицевой стороны в зависимости от назначения спуска. Невидимые края деталей верха утоняют для того, чтобы при скреплении деталей не образовывались грубые швы, которые могут вызвать потертость стопы в процессе носки обуви. Края деталей спускают на машине АСГ- 13-1-О, 01291/Р21 или вручную ножом на мраморной плите. Толщина спущенного края зависит от толщины детали, но не должна превышать половины первоначальной толщины. Ширина спуска определяется ее назначением. Эти размеры должны быть одинаковы по всему краю и соответствовать нормативам. Для деталей из искусственных и синтетических кож, обрабатываемых под загибку при первоначальной толщине, равной 1.1-1.7 мм толщина после обработки должна быть 0.5-0.9мм, а ширина спускаемого края не менее 8мм.
4.2 Обоснование выбора способа обработки видимых краев деталей верха
Видимые края деталей заготовки обрабатывают для улучшения внешнего вида обуви. В зависимости от вида обуви, ее значения, материала применяют различные методы обработки: окраску, обжиг, окантовку или загибку. От способа обработки краев деталей заготовки зависит величина припусков. Для повышения прочности краев и их сопротивления растяжению при пошиве заготовки и в процессе эксплуатации обуви, а также для улучшения ее внешнего вида проводят операцию загибки краев деталей верха. Загибка краев деталей должна быть одинаковой по всему периметру и составлять по ширине 3-4мм. Загнутые края должны быть ровными и прочно склеены с нелицевой стороны. Для загибки с предварительным нанесением клея применяют растворы натурального каучука 8-10% концентрации. Клей наносят на ширину 8-10% и высушивают 10-15 минут. В зависимости от конструкции верха обуви на расстоянии 4-5мм от краев деталей, подлежащих загибке, наклеивают предварительно промазанную клеем НТ и просушенную тесьму. Этот способ применяют при загибке вручную, он очень трудоемок и требует от рабочего высокой квалификации. В модельной обуви, изготавливаемой по заказам населения в ателье, загибку производят вручную на мраморной плите специальным молотком по загибочным лекалам, размеры которых меньше деталей на величину загибаемой кромки. Лекала наклеивают на лицевую сторону так, чтобы загибаемые края выступали равномерно за грани лекала на величину припуска (3-4мм). Загнутые края околачивают специальным молотком для прочности склеивания. Вогнутые или выпуклые места загибаемых краев надсекают на глубину 2,0-2,5мм. При необходимости, во избежание растрескивания покрывной пленки кожи при загибке, рекомендуется увлажнять края деталей. Увлажнение производят с бахтармы теплой водой. Для загибки с одновременным нанесением клея используют клей на основе латекса ЛНТ-1 или клей-расплав из низкомолекулярных полиамидов. Загибку с использованием клея из раствора проводят на машине 01280/Р1, с использованием клея-расплава- на машине ЗКД-О, модель С фирмы БУМСК(Англия),типа 171(«Сигма», Италия).
4.3 Обоснование выбора метода сборки деталей в заготовку
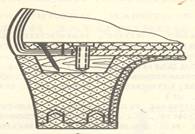
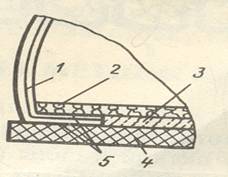
В настоящее время детали верха обуви из кожи в основном соединяют ниточным швами, обладающими высокой прочностью и эластичностью. Они хорошо выдерживают статические напряжения, возникающие при обработке, затяжке заготовок и снятия обуви с колодки, так же хорошо выдерживают действия переменных напряжений в процессе носки обуви. Ниточные швы обладают большим запасом прочности, так как во время носки они хорошо противостоят действию, внешнего трения, воздействия влаги и пота. Также большим преимуществом этого метода крепления заготовок верха обуви, по сравнения с другими методами, является его относительная экономичность и возможность применения для скрепления материалов, сильно различающихся по свойствам. Для соединения деталей верха обуви в данной модели применяются настрочные и тачные швы. Схемы швов приведены на рисунке 1.Основное оборудование для сборки заготовки представлено в таблице 1
Таблица 17 - Оборудование для сборки заготовки
| Тип-класс оборудования | Предприятие-изготовитель | Скоростная характеристика | Назначение | Обозначение и номер иглы | Номер ниток | Вид и размер стежков | Скрепляемые детали |
| 330-8 класс | 3000мин | пристрачивание | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | Союзки, берцы, задинки | |
| 332ПМЗ | 3000мин | строчка канта с одновременной обрезкой | 4а,4б (№75-100) | 45 ЛЛбк | 1.2 – 3.3 | - |
4.4 Сборка заготовок верха обуви
Последовательность технологических операций сборки заготовок зависит от вида и конструкции верха обуви. Чтобы не потерять мелкие детали заготовок, рекомендуется скреплять их в узлы. Вначале нужно сшивать плоские детали на швейных машинах с плоским столом; затем детали, образующие пространственную форму заготовки, следует сострачивать па машинах с цилиндрическим столом (колонковых или рукавных). Сборка деталей и узлов заготовки производится по гофрам, наколкам или отметкам. Предварительное склеивание или сборка деталей рекомендуется при изготовлении модельной обуви и скреплении деталей сложной конфигурации. Целесообразно технологический процесс построить так, чтобы по возможности избежать операции завязывания узлов: либо путем вывода концов ниток от строчек на затяжную кромку, либо путем прикрытия концов строчек настрачиваемой деталью. Существуют три способа получения замкнутого контура заготовок. Наиболее оптимальным для модельной обуви является тот вариант, при котором соединяют наружные детали верха, получив замкнутый контур верха. Также собирают и детали подкладки. Затем верх и подкладку сострачивают по верхнему краю, при этом задние края подкладки можно не сострачивать, а накладывать друг на друга. Такое соединение обеспечивает большую подвижность подкладки при формовании, позволяет ликвидировать на ней складки и морщины.
Последовательность сборки деталей в узел и даже узлов в изделие такова, что выполнение первых операций облегчает выполнение последующих. Разработка схемы сборки начинается с мысленного расчленения заготовки на составные части – узлы и детали, которые последовательно соединяются в заготовку. Схема сборки заготовки приведена ниже. Детали верха имеют небольшую толщину и малую жесткость, поэтому их скрепляют ниточными швами. Ниточные швы обладают большим запасом прочности, так как во время носки они хорошо противостоят действию, внешнего трения, воздействия влаги и пота. Также большим преимуществом этого метода крепления заготовок верха обуви, по сравнения с другими методами, является его относительная экономичность и возможность применения для скрепления материалов, сильно различающихся по свойствам. Для соединения деталей верха обуви в данной модели применяются настрочные и тачные швы. Схемы швов приведены на рисунке 2.


Настрочной шов Тугой тачной шов
Рисунок 2- схемы швов, применяемых для сборки заготовки
Перечень операций технологического процесса сборки заготовки верха женских туфель с открытой носочной частью:
1. Запуск кроя на поток по запросу оператора
2. Выравнивание деталей верха по толщине
3. Спускание краев деталей верха
4. Дублирование деталей верха с деталями межподкладки
5. Сострачивание полукруглой союзки и задинки в геленочной части тачным швом
6. Сострачивание по пяточному контуру полукруглых союзок тачным швом
7. Разглаживание тачного шва союзок с одновременным приклеиванием тесьмы
8. Загибка видимых краев деталей верха,выреза носочной части и декоротивных элементов 1,2,3
9. Настрачивание кармана на подкладку
10. Намазка клеем деталей верха и подкладки, сушка
11. Склеивание заготовки верха с подкладкой
12. Строчка канта союзки с обрезкой краев кожаной подкладки
13. Обстрачивание декоративного элемента 1
14. Декоративный элемент 2 складывается срезами к центру и сострачиваются
15. Склеивание декоративного элемента 3
16. Сборка декоративных элементов
17. Закрепление декоративных элементов на заготовке верха обуви
18. Обстрачивание заготовок по затяжной кромке
19. Чистка и комплектование заготовок
На основании данного перечня операций строим технологическую схему сборки изделия (рисунок 3).
| 1 | Союзка |
|
![]()
![]()
| 5 | Подкладка под союзку |
![]()
| 2 | Межподкладка Под союзку |
|
| Карман |
| Узел верха |
| Узел подкладки |
Заготовка верха
полупары
Рисунок 3-Схема сборки заготовки
Далее составляем развернутую схему технологического процесса сборки заготовки верха обуви (рисунок 4).
| 1 |
|
| Подкладка под союзку |
![]() 1 Выравнивание деталей по толщине
1 Выравнивание деталей по толщине
2 Спускание краев деталей верха
| Карман |
3 Дублирование деталей![]() верха с межподкладкой
верха с межподкладкой
| 2 | Межподкладка под союзку |
|
1стачивание союзки и
запяточного ремня
тачным швом
Похожие работы
... 4.1 Принципы построения технологического процесса Характеристика конструкции заготовки верха: летних женских туфель Проектирование производится на основании фабричной технологии сборки заготовки с учетом нормативной документации и новейших достижений техники и технологии обувного производства. Проектирование технологического процесса состоит из двух этапов: составление схемы сборки ...
... ; цена 2900 руб Туфли женские; Marco Rizzi (Ит); цена 5900 руб Туфли жен-ские; Спартак; цена 3000 руб 1.3 Разработка эскизов моделей и выбор базовой модели Целью проектирования является создание модели женских закрытых туфель клеевого метода крепления, удовлетворяющей потребности современного рынка. Модель должна быть удобной, соответствовать эстетическим требованиям, и в той же мере быть ...
... заключении договоров обращать внимание на качество обуви, степень удаленности поставщика от магазина ООО «Стиль-Агро», ассортимент предлагаемой продукции, при этом необходимо искать новые источники поступления качественной обуви. 4.2. Экспертиза качества женской кожаной обуви экспертным методом. При оценке качества женской кожаной обуви и показателям эстетических свойств экспертным методом ...

... тем выше цена; наоборот, обувь низкого качества и упрощенного вида расценивается ниже. 1.4 Потребительские свойства обуви Потребность как категория товароведения, классификация потребностей. Жизнедеятельность человека и формирование в обществе блоков потребностей. Потребности и производство, удовлетворение потребностей – цель общественного производства. Понятие о потребительских свойствах и ...
0 комментариев