Навигация
Выбор заготовки. Разработка конструкции заготовки
43231
знак
7
таблиц
2
изображения
2.2 Выбор заготовки. Разработка конструкции заготовки
Деталь крышка изготавливается из чугуна марки СЧ 21-40 ГОСТ 1412-70 методом литья, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. В крышке имеются два отверстия, требующие высокоточной обработки и взаимного расположения, так как от их точности зависит работа цилиндрических передач и всего механизма в целом.
В остальном деталь технологична и довольно проста по конструкции, допускает применение высокопроизводительных режимов обработки. Расположение крепежных отверстий допускает использовать многоинструментальную обработку, что позволяет применять агрегатные многоинструментальные станки. Размеры и формы поверхностей позволяют вести обработку стандартным инструментом. В целом изготовление крышки можно вести на оборудовании нормальной точности, а также используя стандартные измерительные инструменты для проведения контроля крышки. Разработку заготовки выполним по [2]Полученные размеры сводим в таблицу.
Размеры отливкиТаблица 2.1
| Размер детали, мм | Припуск на сторону, мм | Размер отливки, мм | Отклонения, мм |
| R 125 | 3 | R 122 | ±1 |
| R 107,5 | 3 | R 104 | ±0,7 |
| R 65 | 3 | R 62 | ±0,7 |
| 440 | 2 | 444 | ±1,3 |
| 70 | 2 | 72 | ±0,7 |
| 32 | 2 | 34 | ±0,5 |
| 12 | 1 | 13 | ±0,5 |
| 410 | 2 | 412 | ±1,3 |
2.3 Определение типа производства
Тип производства зависит от годовой программы выпуска N= 400 000 деталей в год и от ее массы. В связи с вышеперечисленными факторами производство данной детали является массовым. И для этого типа производства характерна поточная форма организации технологического процесса.
Такт выпуска изделия рассчитывается по формуле:
tв=![]() , (2.1)
, (2.1)
где Fд – действительный годовой фонд времени работы оборудования, час.
tв=![]() = 0,9
= 0,9
Согласно полученным данным тип производства является крупносерийным.
2.4 Проектирование заготовки
Изучив конфигурацию детали, можно сделать вывод, что наиболее подходящими методами изготовления заготовок в данном случае являются:
- литье в песчаные формы;
- литье под давлением.
При расчете предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали.
а) рассчитаем себестоимость заготовок, полученных методом литья в песчаные формы:
![]()
![]() масса заготовки, кг,
масса заготовки, кг,
![]() масса готовой детали, кг.
масса готовой детали, кг.
![]() коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок, выбираются по таблицам.
коэффициенты, зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок, выбираются по таблицам.
Q=280 кг
Сi=16785 р/тонна -базовая стоимость 1 т заготовок.
Кс=0,77
Кв=1,14
Кт=1,0
Км=1,13
Кп=1
Sотх=1017 р/тонна
S шт=![]() =4651 рубль.
=4651 рубль.
б) рассчитаем себестоимость заготовок, полученных методом литья под давлением:
Sзаг=М+Со,з.
М – затраты на материал заготовки.
М=QS – (Q – q)•Sотх/1000
М=280*22,345-(280-270)1,017= 6246 руб.
S=22,345 р/кг,
Sотх= 1017 р/т,
СПЗ=5445 р/ч.- резка заготовок дисковыми пилами,
С03=![]() ,
,
С03=![]() руб.
руб.
Sзаг=6246+46=6292 руб.
Таким образом, получение заготовки методом литья в песчаные формы обеспечивает меньшую себестоимость, поэтому выбираем этот метод.
Похожие работы



... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
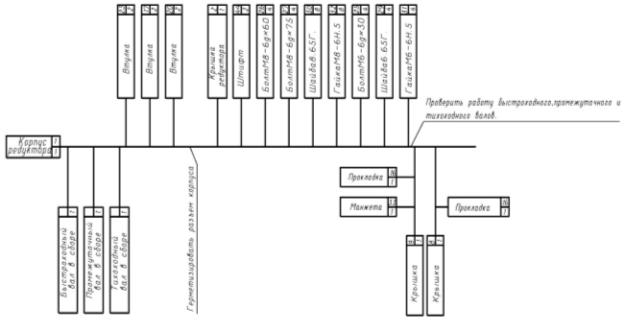
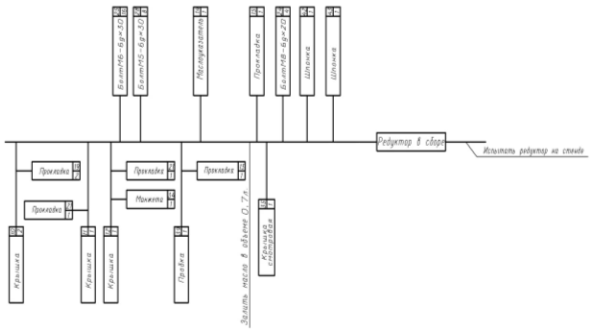
... =159.8+0.97+0.97-14,84-14,84-5,03-5,03-16-16-47,5-30-11,5=0.1 Результаты расчета аналитическим методом и в системе «Unigraphics NX3» приводят к аналогичному результату. 7. Нормирование операций Технологический процесс сборки редуктора включает следующие переходы: Выполняемые переходы при запрессовки шпонок: 1. Взять шпонку, примерить по пазу вала. 2. Взять инструмент ...

... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...





... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
0 комментариев