Навигация
Выбор транспортно-загрузочной системы
29968
знаков
11
таблиц
1
изображение
7. Выбор транспортно-загрузочной системы
Транспортные системы являются одним из основных элементов автоматизированного производства в любой отрасли промышленности. Кроме основных функций - перемещения изделий и материалов, транспортные системы могут изменять ориентацию, производить накопление и адресование изделий, осуществлять обработку изделий и материалов в процессе перемещения. Наиболее полно возможности транспортных систем реализованы в автоматических линиях, нашедших широкое применение в массовом производстве. В автоматических линиях полностью решены вопросы загрузки и выгрузки ТМ, передачи изделий с одного участка на другой. В этих линиях обычно применяются специальные или специализированные транспортеры, предназначенные для перемещения одного или нескольких видов изделий. Необходимость частой переналадки технологического оборудования на другой тип изделий, характерна для большинства современных быстросменных и многономенклатурных производств, сопряжена с большими материальными и временными затратами, исключающими применение традиционных автоматических линий
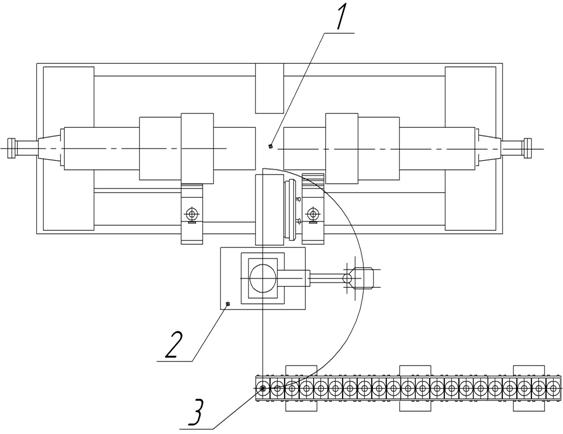
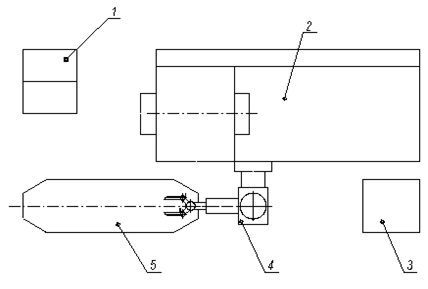
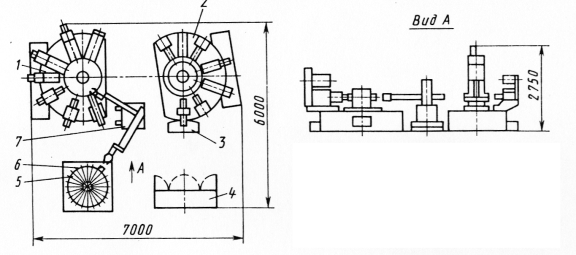
В качестве транспортно – загрузочной системы в данной линии можно применить манипуляторы, закрепленные на подвижных тележках. Для осуществления загрузки в данных условиях можно восплоьзоватса тактовыми столами и транспортером для перемещении детали от позиции к позиции. Для удаления стружки из зоны резания удобно воспользоваться общим конвейером проходящим вдоль всех станков линии.
8. Расчет экономических показателейДля наглядности проведем сравнение экономических показателей автоматических линий, рассмотренных в пункте 5. приведенные затраты автоматической линии находятся по формуле:
![]() ;
;
где ![]() – стоимость данного варианта АЛ;
– стоимость данного варианта АЛ;
![]() – нормативный коэффициент капиталовложения (принимаем
– нормативный коэффициент капиталовложения (принимаем ![]() );
);
![]() – себестоимость годового выпуска продукции при данном варианте АЛ.
– себестоимость годового выпуска продукции при данном варианте АЛ.
При расчете данная формула принимает вид:
![]() ,
,
где ![]() – производственная заработная плата.
– производственная заработная плата.
Основное оборудование из которых состоят рассчитываемые варианты АЛ:
Таблица 8.1 - Стоимость оборудования 1-ог варианта автоматической лини
| Наименования оборудования | количество | Стоимость единицы оборудование | Суммарная стоимость гр |
| Токарный с ЧПУ | 5 | 50 000 | 250 000 |
| Кординатно-сверлильный | 1 | 25 000 | 25 000 |
| Радиально-сверлильный | 1 | 20 000 | 20 000 |
| Монипулятор | 4 | 10 000 | 40 000 |
| Робот | 4 | 15 000 | 60 000 |
| Вертикально сверлильный | 1 | 17 000 | 20 000 |
| Транспортер | 1 | 5 000 | 5 000 |
| Тактовый стол | 2 | 3 000 | 6 000 |
| 426 000 |
Таблица 8.2 - Стоимость оборудования 2-ог варианта автоматической лини
| Наименования оборудования | количество | Стоимость единицы оборудование | Суммарная стоимость гр |
| Токарный с ЧПУ | 6 | 50 000 | 300 000 |
| Кординатно-сверлильный | 1 | 25 000 | 25 000 |
| Радиально-сверлильный | 1 | 20 000 | 20 000 |
| Монипулятор | 6 | 10 000 | 60 000 |
| Робот | 3 | 15 000 | 45 000 |
| Вертикально сверлильный | 1 | 17 000 | 20 000 |
| Транспортер | 2 | 5 000 | 10 000 |
| Тактовый стол | 1 | 3 000 | 3 000 |
| 483 000 |
Таблица 8.3 - Стоимость оборудование 3-ог варианта автоматической лини
| Наименования оборудования | количество | Стоимость единицы оборудование | Суммарная стоимость гр |
| Токарный с ЧПУ | 7 | 50 000 | 350 000 |
| Кординатно-сверлильный | 1 | 25 000 | 25 000 |
| Радиально-сверлильный | 1 | 20 000 | 20 000 |
| Монипулятор | 6 | 10 000 | 60 000 |
| Робот | 4 | 15 000 | 60 000 |
| Вертикально сверлильный | 1 | 17 000 | 20 000 |
| Транспортер | 3 | 5 000 | 15 000 |
| Тактовый стол | 2 | 3 000 | 6 000 |
| 556 000 |
Для обслуживания АЛ состоящей из 4 станков необходимо один операторов (![]() ), один наладчика (
), один наладчика (![]() ), механик и электрик (
), механик и электрик (![]() ).
).
Результаты расчета сведем в таблицу 8.4.
Таблица 8.4 – Расчет неполных наведенных затрат вариантов АЛ
| Вариант |
|
|
|
| 1 | 426 000 | 8 000 | 221000 |
| 2 | 483 000 | 240900 | |
| 3 | 556000 | 266500 |
Выбираем второй вариант автоматической линии, так как этот вариант обеспечивает нужную производительность и минимальные затраты на приобретения.
ПЕРЕЧЕНЬ ССЫЛОК
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. - Мн: Выш. школа, 1983. - 256 с.
3. Справочник Технолога-машиностроителя. Т. 2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. - Г.: Машиностроение, 1985. - 656 с.
4. Балабанов А.Н. Краткий справочник технолога-машиностроителя. - Г.: Издательство стандартов, 1992. - 464 с.
Похожие работы
... где - производительности в условиях неавтоматизированного производства, шт/смену; - время выполнения холостых операций, . (шт/смену) 2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ При обработке на автоматической линии детали «Ось» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе ...
... быть основой для расчета оптимальной степени дифференциации и концентрации операций в автоматической линии. 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства делается по формуле: ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев