Навигация
Расчет и проектирования автоматической системы технологического оборудования
25579
знаков
7
таблиц
0
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КУРСОВАЯ РАБОТАпо дисциплине: “Теория проектирования автоматизированных станочных комплексов”
на тему: “Расчет и проектирования автоматической системы технологического оборудования”
ДОНЕЦК 2005РЕФЕРАТ
Курсовая работа содержит: с., 7 табл., 4 источника, 4 приложения.
В данной курсовой работе рассматривается процесс проектирования автоматической линии технологического оборудования, которая позволила бы при минимальных затратах добиться заданной производительности.
Цель работы: спроектировать оптимальную структурно-компоновочную схему автоматической линии для условий серийного производства детали «переходник». Реализовать структурную схему на практике, выбрав конкретное технологическое оборудование; описать ее работу с помощью циклограммы.
Курсовая работа включает: данную пояснительную записку, которая содержит все необходимые сведения о проектировании автоматической линии; чертеж компоновки автоматической линии с обозначением всех позиций; циклограмма работы автоматической линии.
Кроме того, для всех операций представлены эскизы карт наладок.
ПЕРЕХОДНИК, ПРОИЗВОДСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ, АТОМАТИЧЕСКАЯ ЛИНИЯ, ЦИКЛОГРАММА
ИСХОДНЫЕ ДАННЫЕ
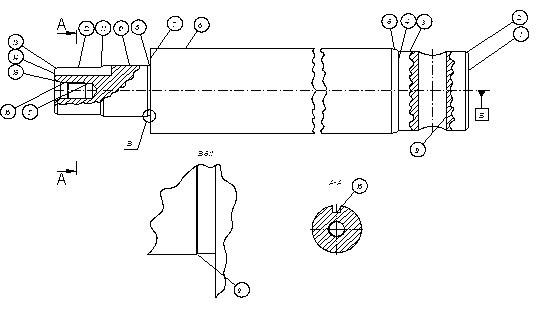
- чертеж детали (приложение Б);
- базовый технологический процесс обработки детали;
- заданная производительность обработки Qтр=250 деталей/смена.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ1. Анализ конструкции детали на технологичность.
2. Базовый технологический процесс обработки штока в условиях неавтоматизированного производства.
3. Операционный технологический процесс, реализуемый в условиях автоматизированного производства.
4. Расчет машинного времени выполнения операций.
5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки.
6. Основные положения относительно выбора рационального варианта структуры автоматической линии.
7. Расчет экономических показателей.
ПРИЛОЖЕНИЕ А – Эскизы наладки на агрегатную операцию
ПРИЛОЖЕНИЕ Б – Чертеж детали
ПРИЛОЖЕНИЕ В – Общий вид автоматической линии со спецификацией
ПРИЛОЖЕНИЕ Г – Эскизы наладки на агрегатную операцию
ПРИЛОЖЕНИЕ Д - Циклограмма работы линии
ВВЕДЕНИЕ
Современное производство отличается сложностью производства и технологических процессов. В этих условиях решаются проблемы повышения продуктивности работы и качества производства изготавливаемой продукции при минимальных затратах автоматизации. Для этого необходимо уметь проектировать и широко использовать автоматизированные системы технологического оборудования, в состав которых входит сами станки – автоматы, автоматизированные загрузочные устройства, транспортно – накопительные системы и др.
1. Анализ конструкции детали на технологичность
Цель анализа конструкции детали на технологичность – выявление недостатков конструкции по сведениям, содержащихся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции [1].
Технологический контроль чертежей сводится к тщательному их изучению. Чертеж детали содержит все проекции и разрезы, совершенно четко и однозначно объясняющие ее конфигурацию. На чертеже указаны все размеры с необходимыми отклонениями и требуемая шероховатость обрабатываемых поверхностей. Чертеж содержит все необходимые сведения о материале детали, термической обработке и массе детали.
Деталь – переходник является частью гидросистемы угольного комбайна и выполняет роль распределителя – представляет собой призматическую деталь. Она изготавливается ковкой из стали 45. Химический состав материала занесен в таблицу 1.
Таблица 1. 1 – Химический состав, %.
| С | Si | Mn | S | P |
| 0,42-0,50 | 0,17-0,37 | 0,50-0,80 | не более | |
| 0,040 | 0,035 | |||
Деталь имеет две наклонные поверхности которые требуют применения специальных приспособлений, что достаточно нетехнологично.
Деталь имеет глухое отверстие Ø18 мм и длиной 140 мм которое необходимо предварительно рассверлить или обрабатывать за несколько раз, что тоже нетехнологично.
Упрощение конструкции детали или замена ее элементов ввиду её служебного назначения и тяжелых условий эксплуатации нецелесообразно.
Итак, в целом деталь достаточно технологична, допускает применение высокопроизводительных методов обработки и довольно проста по конструкции.
2. Базовый технологический процесс обработки штока в условиях неавтоматизированного производства
005 Заготовительная операция.
010 Вертикально – фрезерная
Станок вертикально – фрезерный 6Н13П
А 1. Фрезеровать поверхность 155х125, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 45,7 мм
Б 2. Фрезеровать поверхность 155х125, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 44-0,62 мм.
015 Вертикально – фрезерная
Станок вертикально – фрезерный 6Н13П
А 1. Фрезеровать поверхность 115х44, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 156,8 мм
Б 2. Фрезеровать поверхность 115х44, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 155-1 мм.
020 Вертикально – фрезерная
Станок вертикально – фрезерный 6Н13П
А 1. Фрезеровать поверхность 155х44, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 116,8 мм
Б 2. Фрезеровать поверхность 155х44, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80 выдержав размер 115-0,87 мм.
025 Вертикально – фрезерная
Станок вертикально – фрезерная 6Н13П
А 1. Фрезеровать поверхность 450х650 на проход, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80
030 Вертикально – фрезерная
Станок вертикально – фрезерный 6Н13П
А 1. Фрезеровать поверхность 650х150 на проход, фреза торцевая 2214-0157 Т5К10 ГОСТ 9473-80
035 Радиально сверлильная
Станок вертикально – фрезерный 2А53
А 1. Сверлить 3 отв. Æ18 последовательно сверло 2301-0025 ГОСТ 10903-77
2. Зенкеровать 3отв. Æ 36мм последовательно на глубину 13+1,1 мм, зенкер 2320-2392 ГОСТ 3231-71
040 Радиально – сверлильная
Станок радиально сверлильный 2А53
А 1. Сверлить отв. Æ9,5мм на глубину 5…7мм, сверло 2301-0015 ГОСТ 10903-77.
2. Сверлить отв.Æ18мм на глубину 140мм, сверло 2301-0025 ГОСТ 10903-77
3. Рассверлить отв. Æ22мм на глубину 6мм, сверло 2301-0026 ГОСТ10903-77
045 Радиально – сверлильная
Станок радиально – сверлильный 2А53
А 1. Сверлить отв. Æ18мм до ранее просверленного, сверло 2301-0025 ГОСТ 10903-77.
2. Зенкеровать отв. Æ 48мм на глубину 5мм, зенкер 2345-2392 ГОСТ 3231-71
3. Рассверлить отв. Æ 25Н12 на глубину 9мм, сверло 2301-0077 ГОСТ
10903-77.
050 Радиально – сверлильная
Станок радиально – сверлильный 2А53
А 1. Сверлить отв. Æ18мм до ранее просверленного, сверло 2301-0025 ГОСТ 10903-77.
2. Зенкеровать отв. Æ 31,5мм на глубину 30мм, зенкер 2320-0052
ГОСТ 3231-71
3. Зенковать фаску 1,6х450, зенковка 2353-0021 ГОСТ 14953-80
4. Зенкеровать отв. Æ34,4мм на глубину 18мм, 2320-0054 ГОСТ 3231-71
5. Развернуть отв. Æ32Н9 на глубину 30мм, развертка 2363-0472
ГОСТ1672-71
6. Нарезать резьбу М36х1,5 на глубину 15мм, метчик М36х1,5 2620-2039 ГОСТ 3266-71
055 Радиально – сверлильная
Станок радиально – сверлильный 2А53
А 1. Сверлить отв. Æ16мм до ранее просверленного, сверло 2301-0022 ГОСТ 10903-77.
2. Зенкеровать отв. Æ24,5 мм на глубину 29мм, зенкер 2320-0042
ГОСТ 3231-71
3. Зенковать фаску 1,6х450, зенковка 2353-0021 ГОСТ 14953-80
4. Зенкеровать отв. Æ28,4мм на глубину 18мм, 2320-0044 ГОСТ 3231-71
5. Развернуть отв. Æ32Н9 на глубину 29мм, развертка 2363-0239
ГОСТ1672-71
6. Нарезать резьбу М30х1,5 на глубину 15мм, метчик М36х1,5 2620-1935 ГОСТ 3266-71.
060 Радиально – сверлильная
Станок радиально – сверлильный
А 1. Сверлить отв. под резьбу G1/2-B до ранее просверленного
2. Нарезать резьбу G1/2-B на глубину 16мм.
065 Радиально – сверлильная
Станок радиально – сверлильный
А 1. Сверлить отв. под резьбу G1/2-B до ранее просверленного
2. Нарезать резьбу G1/2-B на глубину 16мм.
3. Операционный технологический процесс, реализуемый в условиях автоматизированного производства
Разработка операционного технологического процесса ведется для случая реализации на агрегатных станках.
При разработке операционного технологического процесса используются наиболее перспективные схемы и методы обработки, а также конструкции инструмента и инструментальные материалы, которые предусматривают возможность максимальной интенсификации режимов резания.
Например: Применение комбинированного инструмента, обработка в одной позиции нескольких отверстий, применение инструмента из быстрорежущей стали .
Рассматривая данный процесс для автоматического производства все фрезерные операции относим к заготовительным (005 –025), а операции выполняемые на радиально – сверлильных (030 – 070) будем реализовывать в автоматическом режиме.
Похожие работы
... где - производительности в условиях неавтоматизированного производства, шт/смену; - время выполнения холостых операций, . (шт/смену) 2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ При обработке на автоматической линии детали «Ось» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе ...
... рациональную из них 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев