Навигация
Расчет и проектирование автоматической системы технологического оборудования для обработки оси
34777
знаков
8
таблиц
1
изображение
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Механический факультет
Кафедра МС
КУРСОВАЯ РАБОТАПо дисциплине: «Теория проектирования автоматизированных станочных комплексов»
На тему: «Расчет и проектирование автоматической системы технологического оборудования для обработки оси»
Выполнила
студента группы МС-02а И. С. Каракуц
Проверил
д. т. н. Л. П. Калафатова
Нормоконтроллер, Ю.А. Гринев
ДОНЕЦК 2006Исходные данные
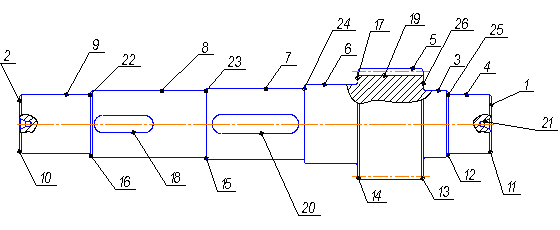
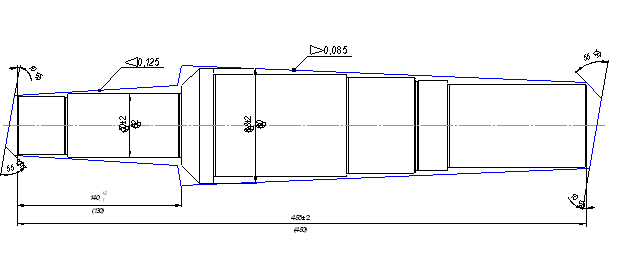
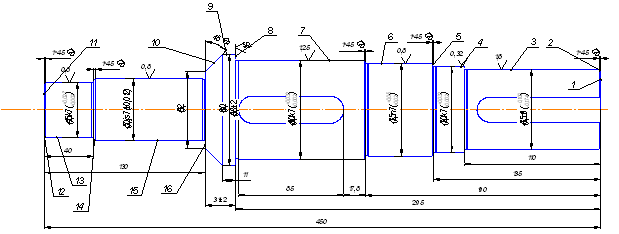
1. Чертеж детали (Приложение А)
2. Базовый технологический процесс обработки детали
3. Заданная сменная производительность ![]() шт/смену
шт/смену
РЕФЕРАТ
Курсовая работа содержит: 26 с., 8 табл., 4 рис., 6 источников, 2 приложений.
В данной курсовой работе рассматривается процесс проектирования автоматической линии технологического оборудования, которая позволила бы при минимальных затратах добиться заданной производительности.
Цель работы: спроектировать оптимальную структурно компоновочную схему автоматической линии для условий серийного производства детали «Ось». Реализовать структурную схему на практике, выбрав конкретное технологическое оборудование; описать ее работу с помощью циклограммы.
Курсовая работа включает: пояснительную записку, которая содержит все необходимые сведения о проектировании автоматической линии; чертеж компоновки автоматической линии с обозначением всех позиций; циклограмма работы автоматической линии.
АНАЛИЗ, ПРОИЗВОДИТЕЛЬНОСТЬ, РОБОТ, ТРАНСПОРТНАЯ СИСТЕМА, АТОМАТИЧЕСКАЯ ЛИНИЯ, ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ, ЦИКЛОГРАММА
СОДЕРЖАНИЕ
1 ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
1.1 Анализ конструкции детали на технологичность
1.2 Разработка маршрутного технологического процесса
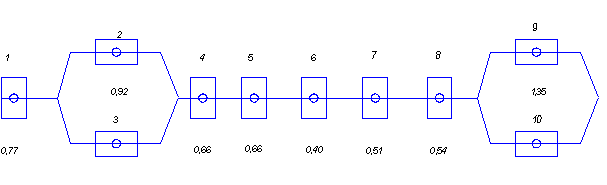
1.3 Выбор режимов резания и расчет технологической производительности
1.4 Перечень холостых операций при реализации технологического процесса
1.5 Определение требуемой производительности
2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
3 РОБОТИЗИРОВАННЫЕ КОМПЛЕКСЫ
4 РАСЧЕТ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
ВЫВОД
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
1.1 Анализ конструкции детали на технологичность
Деталь ось – типа вал (см. Приложение А).
Деталь изготовлена из стали 40Х ГОСТ 4543-41.
Это конструкционная легированная сталь, хорошо обрабатываемая резанием, имеющая следующий химический состав и механические свойства:
C = 0.36-0.44 %; Si = 0.17-0.37 %; Mn = 0.50-0.80 %; Cr = 0.80-1.10 %; Ni = 0.3 %; Cu = 0.3 %; P= 0.035 %; S= 0.035 %; ![]() = 610 МПа;
= 610 МПа; ![]() = 395 МПа;
= 395 МПа;
В процессе обработки детали, она подвергается объемной закалке до твердости HRC 38…42.
На чертеже представлены все необходимые виды и размеры, чтобы уяснить конструкцию детали. Конструкция детали предельно простая, и в упрощениях не нуждается.
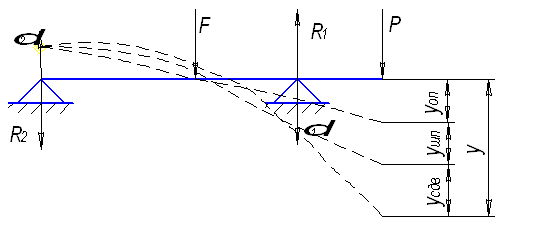
Деталь является нежесткой, так как длина больше 10 диаметров.
Все поверхности детали доступны для непосредственного измерения. Заменить конструкцию детали сборной является нецелесообразным. Точность размеров и параметры шероховатости соответствующих поверхностей увязаны между собой. Получение допуска и шероховатости не вызывает особых технологических трудностей. Нетехнологичных поверхностей на детали, на мой взгляд, нет. Все требования стандартов при проектировании данной детали были выдержаны.
К легко повреждаемым поверхностям можно отнести наружную резьбу М20×1,5.
Конструкция детали позволяет использовать высокопроизводительное оборудование, стандартные инструменты и оснастку на всех операциях.
Таким образом, будем считать, что изделие технологично.
Конструкция детали позволяет использовать высокопроизводительное оборудование, стандартные инструменты и оснастку на всех операциях кроме сверления осевого и радиального отверстия.
Деталь в целом технологична.
1.2 Разработка маршрутного технологического процесса
В условиях неавтоматизированного производства при разработки маршрутного технологического процесса нужно руководствоваться следующими правилами:
1) С целью экономии труда и времени технологической подготовки производства использовать типовые процессы обработки детали и типовых поверхностей деталей;
2) Не проектировать обработку на уникальных станках. Применение уникальных и дорогостоящих станков должно быть технологически и экономически оправдано;
3) Использовать по возможности только стандартный режущий и измерительный инструмент;
4) Стремиться применять наиболее совершенные формы организации производства: непрерывные и групповые поточные линии, групповые технологические процессы и групповые наладки на отдельные станки;
5) Обрабатывать наибольшее количество поверхностей данной детали за одну установку.
Маршрутный технологический процесс обработки детали «Ось» в условиях неавтоматизированного производства.
005 Заготовительная
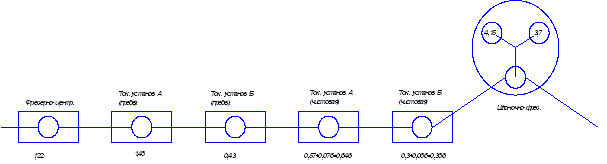
010 Фрезерно-центровальная (Станок фрезерно-центровальный, призмы, прихваты, торцовые фрезы, центровые свёрла, базы: Æ38, Æ38, торец Æ48)
А Установить и снять заготовку
1. Фрезеровать торцы детали
2. Сверлить центровые отверстия
015 Токарная с ЧПУ (станок токарный с ЧПУ, центр и трехкулачковый самоцентрирующий патрон, проходной упорный резец, базы: ось и торец)
А Установить и снять заготовку
1. Точить поверхность 7 под люнет.
020 Токарная с ЧПУ (станок токарный с ЧПУ, центра и инерционный патрон, люнет, проходной упорный резец, базы: ось и торец)
А Установить и снять заготовку
1. Точить поверхность 2, точить поверхность 4 предварительно,
точить поверхность 6 предварительно, точить поверхность 10,
точить поверхность 8, точить поверхность 25, точить поверхность 9
(до левого) между бортиками последовательно.
Б Переустановить заготовку
2 Точить поверхность 1, точить поверхность 3 предварительно,
точить поверхность 5 предварительно, точить поверхность 24,
точить поверхность 9 между бортиками (до правого)
последовательно.
025 Токарная с ЧПУ (станок токарный с ЧПУ, центра и инерционный патрон, люнет, проходной упорный резец, канавочный резец, резец для нарезания резьбы, базы: ось и торец)
А Установить и снять заготовку
1.Точить поверхность 1 окончательно, точить поверхность 18, точить поверхность 3 окончательно, точить поверхность поверхность 21, точить поверхность 5 окончательно, точить поверхность 22 последовательно.
2. Точить поверхность 11, точить поверхность 13.
3. Нарезать резьбу на поверхности 1.
Б Переустановить заготовку
4. Точить поверхность 2 окончательно, точить поверхность 19, точить поверхность 4 окончательно, точить поверхность поверхность 20, точить поверхность 6 окончательно, точить поверхность 23 последовательно.
5. Точить поверхность 12, точить поверхность 14.
6. Нарезать резьбу на поверхности 2.
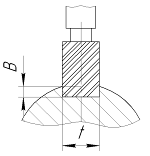
030 Вертикально-фрезерная (станок вертикально-фрезерный, призмы и прихваты, торцовая фреза, базы: Æ35, Æ35, торец Æ45)
А Установить и снять заготовку
1. Фрезеровать лыску 17 на диаметре, выдерживая размеры Æ60 и
245 мм
035 Радиально-сверлильная (Станок радиально-сверлильный, призмы и прихват, кондуктор, сверло, базы: Æ35, Æ35, торец Æ45)
А Установить и снять заготовку
1. Сверлить отверстие 16
Б Переустановить заготовку
2. Сверлить отверстие 15
040 Слесарная (стол слесарный)
А Установить и снять заготовку
Калибровать резьбу дважды, зачистить заусенцы после фрезеровки
045 Термообработка
1. Калить HRC 38…42
050 Круглошлифовальная (станок круглошлифовальный, поводковый центр, центры, абразивный круг, центровые отверстия)
А Установить и снять заготовку
1. Шлифовать 3 предварительно
2. Шлифовать 3 окончательно.
Б Переустановить заготовку
1. Шлифовать 4 предварительно
2. Шлифовать 4 окончательно.
Так как технические требования чертежа предполагают термическую обработку, продолжительность которой по времени заведомо превышает все остальные операции в несколько раз, из базового техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству оси.
Похожие работы

... работ представляется в таблице 34. Вид работ % Число рабочих расчетное принятое Ремонт и обслуживание технологического оборудования, оснастки и инструмента 25 5 5 Ремонт и обслуживание инженерного оборудования, сетей и коммуникаций 20 4 4 Перегон автомобилей 10 2 2 Приемка, хранение и выдача материальных ценностей 20 4 4 Уборка производственных помещений и территории 15 ...
... операций . Для рассчитываемой линии суммарное машинное время составляет: мин. Тогда шт/см. По условию требуемая серийная производительность: шт/см. Рассмотрим насколько вариантов компоновок автоматических линий. Для первого варианта используем фрезерно-центровальный станок-полуавтомат, токарные многорезцовые и копировальные станки-полуавтоматы и вертикально-фрезерные полуавтоматы с ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... кисть и отводит руку от него. На этом цикл работы АЛ заканчивается. 9. Описание конструкции и работы станка В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного. Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает ...
0 комментариев