Навигация
Выбор режимов резания и расчет технологической производительности
34777
знаков
8
таблиц
1
изображение
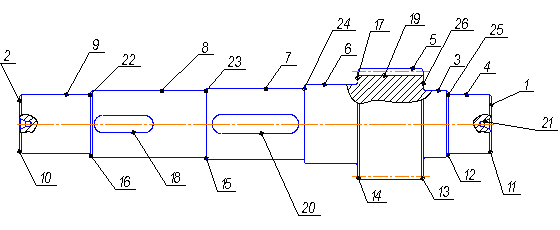
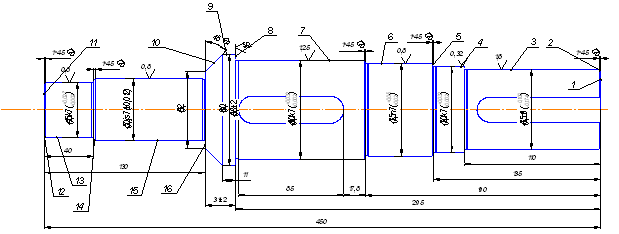
1.3 Выбор режимов резания и расчет технологической производительности
Выбор режимов резания осуществляется в соответствии с общемашиностроительными нормативами для технического нормирования работ на металлорежущих станках. Результаты расчетов занесены в таблицу 1.1.
Таблица 1.1 – Расчет машинного времени выполнения операций
| Операция | Наименование переходов | Инструмент | Глубина резания, мм | Режим обработки | D,мм | L, мм | tр, мин | ||
| Подача | Скорость резания | Число оборотов в минуту | |||||||
| Токарная | Точение наружной пов-ти 1 и2 | Резец упорный проходной Т5К10 | 4,8 | 0,35 | 125 | 2000 | 40 | 24 | 0,068*2=0,137 |
| Точение наружной пов-ти 3 и 4 | 2 | 0,4 | 110 | 1000 | 40 | 80 | 0,2*2=0,4 | ||
| Точение наружной пов-ти 5 и 6 | 2,8 | 0,5 | 113 | 800 | 51 | 27 | 0,0675*2=0,135 | ||
| Точение наружной пов-ти 10 | 3 | 0,6 | 116 | 500 | 81 | 192 | 0,64 | ||
| Точение наружной пов-ти 7 | 4 | 0,6 | 102 | 500 | 81 | 142 | 0,946 | ||
| Точение наружной пов-ти 8 | 2,5 | 0,6 | 102 | 500 | 75 | 62 | 0,413 | ||
| Точение фаски 1´45° - 24, 25 | 1 | 0,6 мм/мин | 102 м/мин | 500 об/мин | 60 | 1 | 0,003*2=0,006 | ||
| Точение наружной пов-ти 9 | 2,5 | 0,6 | 102 | 500 | 75 | 112 | 0,746 | ||
| Токарная | Точение наружной пов-сти 1 и2 чистовое (Æ 20) | Резец упорный проходной Т15К6 | 0,4 | 0,25 мм/об | 180м/мин | 2800 об/мин | 46 | 24 | 0,034*2=0,068 |
| Точение фаски 1´45° - 18, 19 | Резец упорный проходной Т15К6 | 1 | 0,25 мм/мин | 168 м/мин | 2800 об/мин | 20 | 1 | 0,0014*2=0,0028 | |
| Точение канавки 11 и 12 | Резец канавочный Т15К6 | 1,1 | 0,16 мм/об | 110 м/мин | 1000 об/мин | 20 | 1,1 | 0,0068*2=0,0136 | |
| Точение наружной пов-сти 3 и 4 чистовое | Резец упорный проходной Т15К6 | 0,5 | 0,25 мм/об | 110м/мин | 1600 об/мин | 46 | 80 | 0,2*2=0,4 | |
| Точение фаски 1´45° - 20, 21 | Резец упорный проходной Т15К6 | 1 | 0,25 мм/мин | 168 м/мин | 1600 об/мин | 35 | 1 | 0,0025*2=0,005 | |
| Точение Канавки на пов-ти 13 и 14 | Резец канавочный Т15К6 | 0,25 | 0,16 мм/об | 62 м/мин | 1000 об/мин | 35 | 0,25 | 0,0015*2=0,003 | |
| Точение наружной пов-сти 5 и 6 чистовое | Резец упорный проходной Т15К6 | 0,3 | 0,25 мм/об | 138 м/мин | 1260 об/мин | 36 | 27 | 0,085*2=0,17 | |
| Точение фаски 3´15° - 22, 23 | Резец упорный проходной Т15К6 | 0,8 | 0,25 мм/мин | 168 м/мин | 1260 об/мин | 45 | 3 | 0,009*2=0,019 | |
| Сверлильная | Сверлить отв. Æ 4 мм 15, 16 | Сверло Р6М5 | 2 | 0,1 мм/об | 26,1 м/мин | 2000 об/мин | 4 | 24 | 0,12*2= 0,24 |
| Фрезерная | Фрезеровать лыску 17 | Фреза торцевая ВК8 | 5 | 0,15 мм/зуб | 62 м/мин | 315 об/мин | 80 | 255 | 0,85 |
|
| 5,19 | ||||||||
Рассчитаем технологическую производительность:
![]() , (1)
, (1)
где ![]() - машинное время выполнения всех операций.
- машинное время выполнения всех операций.
![]() (шт/мин).
(шт/мин).
1.4 Перечень холостых операций при реализации технологического процесса
Для выполнения этого этапа определим все холостые операции, которые необходимо выполнить для реализации всех рабочих операций. Холостые операции содержат действия, которые связаны с ориентацией заготовки в пространстве, подачу заготовки в рабочую зону, закрепление ее на рабочей позиции, и т.д. Результаты выбора холостых операций оформляем в таблицу 1.2.
Таблица 1.2 – Перечень холостых операций, необходимых для выполнения рабочих операций ТП
| Наименование рабочей операции | Наименование холостой операции |
| 1. Токарная с ЧПУ (черновая): точить 2, 4, 6, 8, 9, 10, 25 | 1.1 Ориентация детали 1.2 Подача детали в рабочую зону 1.3 Закрепление детали 1.4 Подвод резца на быстром ходу 1.5 Отвод резца на быстром ходу 1.6. Раскрепление детали 1.7. Извлечение детали из рабочей зоны |
| 2. Токарная с ЧПУ (черновая): точить 1, 3, 5, 9, 24 | 2.1 Ориентация детали 2.2 Подача детали в рабочую зону 2.3 Закрепление детали 2.4 Подвод резца на быстром ходу 2.5 Отвод резца на быстром ходу 2.6. Раскрепление детали 2.7. Извлечение детали из рабочей зоны |
| 3. Токарная с ЧПУ (чистовая): точить 1, 18, 3, 21, 5, 22, 11, 13; нарезать резьбу 1 | 4.1 Ориентация детали 4.2 Подача детали в рабочую зону 4.3 Закрепление детали 4.4 Поворот револьверной головки 4.5 Подвод резца на быстром ходу 4.6 Отвод резца на быстром ходу 4.7 Поворот револьверной головки 4.8 Подвод резца на быстром ходу 4.9 Отвод резца на быстром ходу 4.10 Поворот револьверной головки 4.11 Подвод резца на быстром ходу 4.12 Отвод резца на быстром ходу 4.13 Раскрепление детали 4.14 Извлечение детали из рабочей зоны |
| 4. Токарная с ЧПУ (чистовая): точить 2, 19, 4, 20, 6, 23, 12, 14; нарезать резьбу 2 | 4.1 Ориентация детали 4.2 Подача детали в рабочую зону 4.3 Закрепление детали 4.4 Поворот револьверной головки 4.5 Подвод резца на быстром ходу 4.6 Отвод резца на быстром ходу 4.7 Поворот револьверной головки 4.8 Подвод резца на быстром ходу 4.9 Отвод резца на быстром ходу 4.10 Поворот револьверной головки 4.11 Подвод резца на быстром ходу 4.12 Отвод резца на быстром ходу 4.13 Раскрепление детали 4.14 Извлечение детали из рабочей зоны |
| 4. Радиально-сверлильная сверлить отверстия Æ4 | 7.1 Ориентация детали 7.2 Подать деталь в рабочую зону 7.3 Закрепить деталь 7.4 Подвести шпиндель на быстром ходу 7.5 Отвести шпиндель на быстром ходу 7.6 Переместить траверсу для сверления второго отверстия 7.7 Раскрепить деталь 7.8 Удалить деталь из рабочей зоны |
| 5. Вертикально-фрезерная - фрезеровать лыску | 5.1. Ориентация детали 5.2. Подача детали в рабочую зону 5.3. Закрепление детали 5.4. Подвод фрезы на быстром ходу 5.5. Отвод фрезы на быстром ходу 5.6. Раскрепление детали 5.7. Извлечение детали из рабочей зоны |
1.5 Определение требуемой производительности
Определение требуемой производительности в условиях неавтоматизированного производства определяется по формуле:
![]() , (2)
, (2)
где ![]() - производительности в условиях неавтоматизированного производства, шт/смену;
- производительности в условиях неавтоматизированного производства, шт/смену;
![]() - время выполнения холостых операций,
- время выполнения холостых операций, ![]() .
.
![]() (шт/смену)
(шт/смену)
Похожие работы

... работ представляется в таблице 34. Вид работ % Число рабочих расчетное принятое Ремонт и обслуживание технологического оборудования, оснастки и инструмента 25 5 5 Ремонт и обслуживание инженерного оборудования, сетей и коммуникаций 20 4 4 Перегон автомобилей 10 2 2 Приемка, хранение и выдача материальных ценностей 20 4 4 Уборка производственных помещений и территории 15 ...
... операций . Для рассчитываемой линии суммарное машинное время составляет: мин. Тогда шт/см. По условию требуемая серийная производительность: шт/см. Рассмотрим насколько вариантов компоновок автоматических линий. Для первого варианта используем фрезерно-центровальный станок-полуавтомат, токарные многорезцовые и копировальные станки-полуавтоматы и вертикально-фрезерные полуавтоматы с ...
... , хранении, употреблении, к огне- и взрывоопасное, к срокам периодического осмотра, контроля, переконсервации и т.п. ЛЕКЦИЯ 4 План лекции: 4.1. Организация процесса проектирования-конструирования и освоения технологического оборудования 4.2. Стадии и этапы разработки конструкторской документации 4.1. Организация процесса проектирования-конструирования и освоения технологического ...
... кисть и отводит руку от него. На этом цикл работы АЛ заканчивается. 9. Описание конструкции и работы станка В рамках данного курсового проекта необходимо сконструировать станочную систему для обработки шпоночного паза вала-выходного. Компоноваться данная система будет следующим образом: шпоночно-фрезерный станок 692М, пластинчатый конвейер и промышленный робот РПМ-25. Робот захватывает ...
0 комментариев