Навигация
Расчет и проектирования автоматической системы технологического оборудования
25452
знака
11
таблиц
1
изображение
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Механический факультет
Кафедра МС и И
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине: “Теория проектирования автоматизированных станочных комплексов”
на тему: “Расчет и проектирования автоматической системы технологического оборудования”
Выполнил:
ст. гр. МС-09мн Я. И. Князев
Руководитель: Ю. А. Гринев
Нормоконтролер: Ю. А. Гринев
ДОНЕЦК 2010
РЕФЕРАТ
Курсовая работа содержит: с., 7 табл., 4 источника, 4 приложения.
В данной курсовой работе рассматривается процесс проектирования автоматической линии технологического оборудования, которая позволила бы при минимальных затратах добиться заданной производительности.
Цель работы: спроектировать оптимальную структурно-компоновочную схему автоматической линии для условий серийного производства детали «стакан». Реализовать структурную схему на практике, выбрав конкретное технологическое оборудование; описать ее работу с помощью циклограммы.
Курсовая работа включает: данную пояснительную записку, которая содержит все необходимые сведения о проектировании автоматической линии; чертеж компоновки автоматической линии с обозначением всех позиций; циклограмма работы автоматической линии.
Кроме того, для всех операций представлены эскизы карт наладок.
СТАКАН, ТЕХПРОЦЕСС, ПРОИЗВОДСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ, СТАНОК, СТОИМОСТЬ, АТОМАТИЧЕСКАЯ ЛИНИЯ, ЦИКЛОГРАММА
ИСХОДНЫЕ ДАННЫЕ
- чертеж детали (приложение Б);
- базовый технологический процесс обработки детали;
- заданная производительность обработки Qтр=50 деталей/смена.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1 Анализ технологичности конструкции детали
2 Базовый технологический процесс обработки штока в условиях неавтоматизированного производства
3 Операционный технологический процесс, реализуемый в условиях автоматизированного производства
4 Расчет режимов резания, расчет машинного времени, расчет технологической производительности в условиях неавтоматизированного производства
5 Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки
6 Уточненный расчет производительности автоматической линии
7 Выбор транспортно-загрузочной системы
8 Расчет затрат для выбранных вариантов автоматических линий
ПРИЛОЖЕНИЕ А – Эскизы наладки на агрегатную операцию
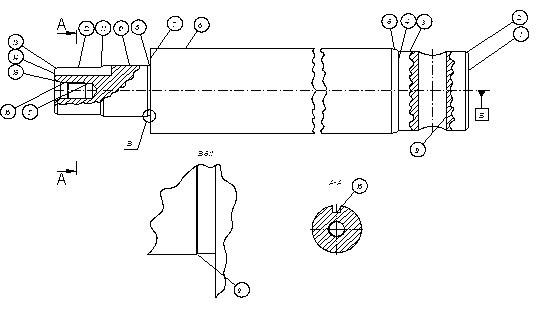
ПРИЛОЖЕНИЕ Б – Чертеж детали
ПРИЛОЖЕНИЕ В – Общий вид автоматической линии со спецификацией
ПРИЛОЖЕНИЕ Г – Эскизы наладки на агрегатную операцию
ПРИЛОЖЕНИЕ Д - Циклограмма работы линии
ВВЕДЕНИЕ
Современное производство отличается сложностью производства и технологических процессов. В этих условиях решаются проблемы повышения продуктивности работы и качества производства изготавливаемой продукции при минимальных затратах автоматизации. Для этого необходимо уметь проектировать и широко использовать автоматизированные системы технологического оборудования, в состав которых входит сами станки – автоматы, автоматизированные загрузочные устройства, транспортно – накопительные системы и др.
1 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Деталь типа стакан изготовлена из материала чугун СЧ20. Это серый чугун, содержащий 3,5 % углерода.
Химический состав материала детали представлен в таблице 1.1.
Таблица 1.1 - Химический состав СЧ20
| C, % | Si , % | Mn , % | S, % | P, % |
| 3.3 - 3.5 | 1.4 - 2.4 | 0.7 - 1 | до 0.15 | до 0.2 |
Физические свойства материала представлены в таблице 1.2.
Таблица 1.2 - Физические свойства СЧ20
| Температура, Град | Модуль упругости , МПа | Коэффициент температурно-го расширения, 1/Град | Коэффициент теплопровод-ности, Вт/(м·град) | Плотность материала , кг/м3 | Твёрдость по Бринеллю, HB |
| 20 | 1 | 54 | 7100 | 255 | |
| 100 | 9,5 | 143 |
На чертеже представлены все необходимые виды, сечения и разрезы, чтобы уяснить конструкцию детали. Деталь является достаточно жесткой, так как отношение длины детали к ее диаметру намного меньше 10. Деталь имеет средней сложности форму.
На чертеже указана твёрдость поверхностей детали после термообработки НRC 48…50. В качестве термообработки принята закалка.
На чертеже детали имеются все сечения необходимые для того, чтобы представить конструкцию детали.
Заменить деталь сборным узлом или армированной конструкцией представляется нецелесообразным.
Наиболее точными поверхностями детали является поверхность ø130js6. Обеспечение этой точности требует обработки абразивным инструментом.
Все поверхности детали доступны для обработки и измерений. Возможно использование высокопроизводительного оборудования и режимов резания. При проектировании детали выдержаны стандарты. Форма и поверхности детали соответствуют стандартному инструменту.
Нетехнологичными элементами являются поверхности торцов выточек внутри стакана: ø90H8/ø95 и поверхность ø90/ø95.
Несмотря на указанные недостатки деталь в целом технологична.
Похожие работы
... где - производительности в условиях неавтоматизированного производства, шт/смену; - время выполнения холостых операций, . (шт/смену) 2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ При обработке на автоматической линии детали «Ось» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе ...
... рациональную из них 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев