Навигация
АНАЛИЗ БАЗОВОГО ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО КРИТЕРИЮ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ СМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ
25452
знака
11
таблиц
1
изображение
5 АНАЛИЗ БАЗОВОГО ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО КРИТЕРИЮ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ СМЕННОЙ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ
Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле:
![]() деталей/смену,
деталей/смену,
где ![]() - время выполнения холостых (вспомогательных) операций в условиях неавтоматизированного производства.
- время выполнения холостых (вспомогательных) операций в условиях неавтоматизированного производства.
Сравнивая полученное значение (29 деталей/смена) с заданной сменной производительностью обработки (50 деталей/смена), приходим к выводу, что в неавтоматизированном производстве нельзя обеспечить требуемую производительность. Следовательно, необходимо разработать оптимальный структурно-композиционный вариант автоматической линии, который должен обеспечивать заданную производительность обработки.
Рассмотрим несколько вариантов компоновок автоматических линий.
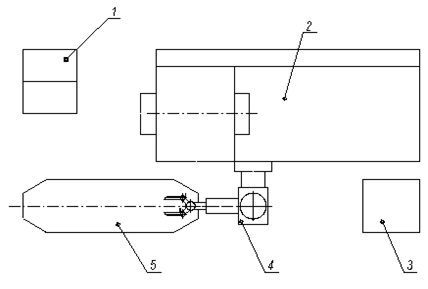
При составлении линии из 5 станков расположенных по ходу технологического процесса получаем линию следующего вида (рис. 5.1).

Рисунок 5.1- Вариант компоновки оборудования автоматической линии
На схеме представлены следующие операции:
1 – Токарно-винторезная (черновая, установ А)
2 – Токарно-винторезная (черновая, установ Б)
3 – Токарно-винторезная (чистовая)
4 – Вертикально-сверлильная
5 – Горизонтально – фрезерная
Для этой линии лимитирующим является время ![]() с. Тогда производительность такой линии составляет:
с. Тогда производительность такой линии составляет:
![]() (шт./смену).
(шт./смену).
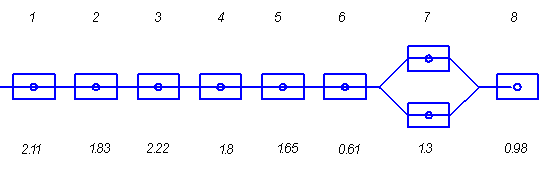
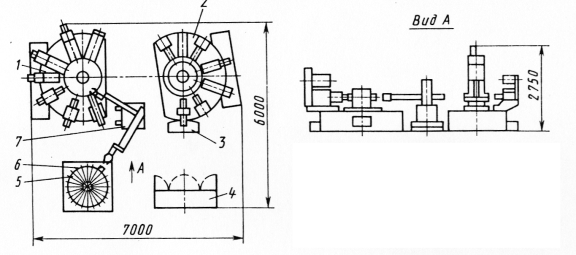
Данное количество изделий входит в диапазон допустимой производительности. Сократим основное время на четвертой операции, обрабатывая отверстия 17 и отверстия 18 одновременно. Между операциями 4 и 5 поставим накопитель (рис. 5.2).

Рисунок 5.2- Вариант компоновки оборудования автоматической линии
На схеме представлены следующие операции:
1 – Токарно-винторезная (черновая, установ А)
2 – Токарно-винторезная (черновая, установ Б)
3 – Токарно-винторезная (чистовая)
4 – Вертикально-сверлильная
5 – Горизонтально – фрезерная
В данном варианте технологической линии лимитирующим временем является ![]() с. , а производительность такой линии составляет:
с. , а производительность такой линии составляет:
![]() (шт./смену).
(шт./смену).
Производительность такой линии удовлетворяет предъявляемым к ней требованиям
Эти два вида компоновок обеспечивают необходимую производительность и поэтому их необходимо сравнить по экономической эффективности.
6 УТОЧНЕННЫЙ РАСЧЕТ ПРОИЗВОДИТЕЛЬНОСТИ АВТОМАТИЧЕСКОЙ ЛИНИИ
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится по формуле:
 ,
,
где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() );
);
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]()
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловвые потери по оборудованию.
- ожидаемые внецикловвые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
Сведем данные по всем инструментам в таблицу 5.1.
Таблица 5.1 - Расчет времени потерь по инструменту для варианта 1.
| п\п | Наименование инструмента |
|
|
|
|
|
| 1 | Резец ВК8 (черновой) | 6,77 | 50 | 1,5 | 0,2 | 0,230 |
| 2 | Резец проходной ВК3М (чистовой) | 1,4 | 50 | 3 | 0,18 | 0,089 |
| 3 | Резец расточной ВК3М (чистовой) | 0,67 | 50 | 3 | 0,18 | 0,043 |
| 4 | Сверло ВК8 | 1,05 | 25 | 1 | 0,12 | 0,047 |
| 5 | Зенкер ВК8 | 0,2 | 25 | 1 | 0,18 | 0,009 |
| 6 | Метчик ВК8 | 0,24 | 90 | 1 | 0,27 | 0,003 |
| 7 | Фреза ВК8 | 4,98 | 70 | 5 | 0,12 | 0,364 |
|
|
Таблица 5.2 - Расчет времени потерь по инструменту для варианта 2
| п\п | Наименование инструмента |
|
|
|
|
|
| 1 | Резец ВК8 (черновой) | 6,77 | 50 | 1,5 | 0,2 | 0,230 |
| 2 | Резец проходной ВК3М (чистовой) | 1,4 | 50 | 3 | 0,18 | 0,089 |
| 3 | Резец расточной ВК3М (чистовой) | 0,67 | 50 | 3 | 0,18 | 0,043 |
| 4 | Сверло ВК8 | 0,3 | 25 | 1 | 0,12 | 0,013 |
| 5 | Зенкер ВК8 | 0,04 | 25 | 1 | 0,18 | 0,002 |
| 6 | Метчик ВК8 | 0,12 | 90 | 1 | 0,27 | 0,002 |
| 7 | Фреза ВК8 | 4,98 | 70 | 5 | 0,12 | 0,364 |
|
|
Расчет внецикловых потерь по оборудованию проводится по формуле:
![]()
где ![]() - среднее время простоев i-го нормализованного узла.
- среднее время простоев i-го нормализованного узла.
Рассмотрим первый вариант компоновки автоматической линии. Данные по потерям времени по оборудования сводим в таблицы 5.3 и 5.4.
Таблица 5.3 - Уточненные потери по оборудованию для варианта 1.
| Операция | Наименование механизма | Время простоев на 100 мин.
| Время работы j-ого нормализованного узла
| Простои конкретных механизмов
| |
| Токарно-винторезная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 4,5 | 0,025 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 4,5 | 0,008 | ||
| Узел поперечных суппортов | 0,07 | 1,77 | 0,001 | ||
| Узел продольных суппортов | 0,06 | 2,73 | 0,002 | ||
| Гидравлическое оборудование | 0,20 | 4,5 | 0,009 | ||
| Электрооборудование | 1,43 | 4,5 | 0,064 | ||
| Система охлаждения | 0,08 | 4,5 | 0,004 | ||
| Транспортер стружки | 0,24 | 4,5 | 0,011 | ||
|
| |||||
| Токарно-винторезная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 2,27 | 0,012 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 2,27 | 0,004 | ||
| Узел поперечных суппортов | 0,07 | 1,04 | 0,001 | ||
| Узел продольных суппортов | 0,06 | 1,23 | 0,001 | ||
| Гидравлическое оборудование | 0,20 | 2,27 | 0,005 | ||
| Электрооборудование | 1,43 | 2,27 | 0,032 | ||
| Система охлаждения | 0,08 | 2,27 | 0,002 | ||
| Транспортер стружки | 0,24 | 2,27 | 0,005 | ||
|
| |||||
| Токарно-винторезная чистовая | Узел подачи и закрепления заготовки | 0,55 | 2,07 | 0,011 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 2,07 | 0,004 | ||
| Узел поперечных суппортов | 0,07 | 0,44 | 0,000 | ||
| Узел продольных суппортов | 0,06 | 1,63 | 0,001 | ||
| Гидравлическое оборудование | 0,2 | 2,07 | 0,004 | ||
| Электрооборудование | 1,43 | 2,07 | 0,030 | ||
| Система охлаждения | 0,08 | 2,07 | 0,002 | ||
| Транспортер стружки | 0,24 | 2,07 | 0,005 | ||
|
| |||||
| Вертикально-сверлильная | Узел подачи и зажима | 0,55 | 1,49 | 0,008 | |
| Сверлильная головка | 0,07 | 1,49 | 0,001 | ||
| Электрооборудование | 1,43 | 1,49 | 0,021 | ||
| Система охлаждения | 0,08 | 1,49 | 0,001 | ||
| Транспортер стружки | 0,24 | 1,49 | 0,004 | ||
|
| |||||
| Горизонталь-но-фрезерная | Узел подачи и зажима | 0,55 | 4,98 | 0,027 | |
| Фрезерная бабка | 0,04 | 4,98 | 0,002 | ||
| Силовой стол с гидроприводом | 0,24 | 4,98 | 0,012 | ||
| Электрооборудование | 1,43 | 4,98 | 0,071 | ||
| Система охлаждения | 0,08 | 4,98 | 0,004 | ||
| Транспортер стружки | 0,24 | 4,98 | 0,012 | ||
|
| |||||
|
| 0,41 | ||||
Тогда производительность такой линии с учетом потерь по инструменту и оборудованию будет составлять:
![]() шт./смену.
шт./смену.
Как видим после уточнённого расчёта, производительность АЛ повысилась до 56 шт/см при требуемой 50 шт/см.
Таблица 5.3 - Уточненные потери по оборудованию для варианта 2.
| Операция | Наименование механизма | Время простоев на 100 мин.
| Время работы j-ого нормализованного узла
| Простои конкретных механизмов
| |
| Токарно-винторезная черновая Установ А | Узел подачи и закрепления заготовки | 0,55 | 4,5 | 0,025 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 4,5 | 0,008 | ||
| Узел поперечных суппортов | 0,07 | 1,77 | 0,001 | ||
| Узел продольных суппортов | 0,06 | 2,73 | 0,002 | ||
| Гидравлическое оборудование | 0,20 | 4,5 | 0,009 | ||
| Электрооборудование | 1,43 | 4,5 | 0,064 | ||
| Система охлаждения | 0,08 | 4,5 | 0,004 | ||
| Транспортер стружки | 0,24 | 4,5 | 0,011 | ||
|
| |||||
| Токарно-винторезная черновая Установ Б | Узел подачи и закрепления заготовки | 0,55 | 2,27 | 0,012 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 2,27 | 0,004 | ||
| Узел поперечных суппортов | 0,07 | 1,04 | 0,001 | ||
| Узел продольных суппортов | 0,06 | 1,23 | 0,001 | ||
| Гидравлическое оборудование | 0,20 | 2,27 | 0,005 | ||
| Электрооборудование | 1,43 | 2,27 | 0,032 | ||
| Система охлаждения | 0,08 | 2,27 | 0,002 | ||
| Транспортер стружки | 0,24 | 2,27 | 0,005 | ||
|
| |||||
| Токарно-винторезная чистовая | Узел подачи и закрепления заготовки | 0,55 | 2,07 | 0,011 | |
| Шпиндельный блок с механизмом фиксации и приводом вращения | 0,18 | 2,07 | 0,004 | ||
| Узел поперечных суппортов | 0,07 | 0,44 | 0,000 | ||
| Узел продольных суппортов | 0,06 | 1,63 | 0,001 | ||
| Гидравлическое оборудование | 0,2 | 2,07 | 0,004 | ||
| Электрооборудование | 1,43 | 2,07 | 0,030 | ||
| Система охлаждения | 0,08 | 2,07 | 0,002 | ||
| Транспортер стружки | 0,24 | 2,07 | 0,005 | ||
|
| |||||
| Вертикально-сверлильная | Узел подачи и зажима | 0,55 | 0,46 | 0,003 | |
| Сверлильно-резьбонарезная коробка | 0,06 | 0,46 | 0,000 | ||
| Электрооборудование | 1,43 | 0,46 | 0,007 | ||
| Система охлаждения | 0,08 | 0,46 | 0,000 | ||
| Транспортер стружки | 0,24 | 0,46 | 0,001 | ||
| Поворотный стол | 0,1 | 0,46 | 0,0005 | ||
|
| |||||
| Горизонталь-но-фрезерная | Узел подачи и зажима | 0,55 | 4,98 | 0,027 | |
| Фрезерная бабка | 0,04 | 4,98 | 0,002 | ||
| Силовой стол с гидроприводом | 0,24 | 4,98 | 0,012 | ||
| Электрооборудование | 1,43 | 4,98 | 0,071 | ||
| Система охлаждения | 0,08 | 4,98 | 0,004 | ||
| Транспортер стружки | 0,24 | 4,98 | 0,012 | ||
|
| |||||
|
| 0,38 | ||||
Используем гибкую межагрегатную связь, введя в линию накопитель и, тем самым, повысим производительность АЛ.
 шт./смену
шт./смену
где ![]() -- число участков, на которые разделена линия
-- число участков, на которые разделена линия ![]() =2;
=2;
W—коэффициент увеличения простоев лимитирующего участка, вследствие
Как видим после уточнённого расчёта, производительность АЛ 2 повысилась до 60 шт/см при требуемой 50 шт/см.
Похожие работы
... где - производительности в условиях неавтоматизированного производства, шт/смену; - время выполнения холостых операций, . (шт/смену) 2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ При обработке на автоматической линии детали «Ось» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе ...
... рациональную из них 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев