Навигация
ВЫБОР ТРАНСПОРТНО-ЗАГРУЗОЧНОЙ СИСТЕМЫ
25452
знака
11
таблиц
1
изображение
7 ВЫБОР ТРАНСПОРТНО-ЗАГРУЗОЧНОЙ СИСТЕМЫ
Транспортные системы являются одним из основных элементов автоматизированного производства в любой отрасли промышленности. Кроме основных функций — перемещения изделий и материалов, транспортные системы могут изменять ориентацию, производить накопление и адресование изделий, осуществлять обработку изделий и материалов в процессе перемещения. Наиболее полно возможности транспортных систем реализованы в автоматических линиях, нашедших широкое применение в массовом производстве. В автоматических линиях полностью решены вопросы загрузки и выгрузки ТМ, передачи изделий с одного участка на другой. В этих линиях обычно применяются специальные или специализированные транспортеры, предназначенные для перемещения одного или нескольких видов изделий. Необходимость частой переналадки технологического оборудования на другой тип изделий, характерна для большинства современных быстросменных и многономенклатурных производств, сопряжена с большими материальными и временными затратами, исключающими применение традиционных автоматических линий
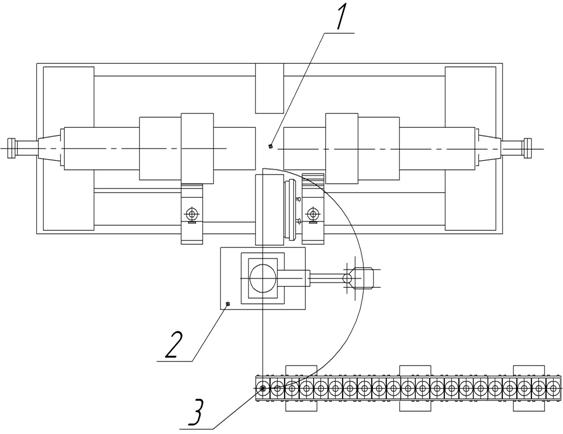
В качестве транспортно – загрузочной системы в данной линии можно применить роботы-манипуляторы. Для осуществления загрузки в данных условиях можно воспользоваться тактовыми столами и транспортером для перемещения детали от позиции к позиции. Для удаления стружки из зоны резания удобно воспользоваться общим конвейером, проходящим вдоль всех станков линии.
8 РАСЧЕТ ЗАТРАТ ДЛЯ ВЫБРАННЫХ ВАРИАНТОВ АВТОМАТИЧЕСКИХ ЛИНИЙ
Ранее варианты АЛ рассматривались с точки зрения обеспечиваемой ими производительности и оба из них обеспечивают требуемую производительность. Для окончательного выбора компоновки АЛ определим стоимость каждой из них.
Для расчета стоимости того или иного варианта автоматической линии необходимо предварительно определить состав оборудования, которое будет входить в данную линию.
В обеих компоновках будут использоваться транспортеры деталей, стружки, поворотные столы. В АЛ со станками с ЧПУ загрузка и выгрузка деталей будет осуществляться с помощью портальных роботов, в то время как в АЛ с копировальными станками этот процесс будет осуществляться манипуляторами.
Приведенные затраты автоматической линии находятся по формуле:
![]() ;
;
![]() ;
;
где ![]() - стоимость основного оборудования;
- стоимость основного оборудования;
![]() - стоимость транспортно – загрузочной системы.
- стоимость транспортно – загрузочной системы.
Основное оборудование АЛ для первого варианта:
· Токарный станок с ЧПУ - 3 шт. × 70000у.е.=210000 у.е.
· Радиально-сверлильный станок - 1 шт. × 50000у.е.=50000 у.е.
· Горизонтально-фрезерный станок – 1шт. × 20000у.е.=20000у.е.
Общая стоимость основного оборудования составляет: 280000у.е.
Вспомогательное оборудование для данной схемы:
· Манипулятор 8шт.×8000у.е.=40000 у.е.
· Транспортер стружки 6шт. ×1000у.е.=6000 у.е.
· Транспортер роликовый, шаговый 2000у.е.
Общая стоимость вспомогательного оборудования составляет 48000у.е
Приведенные потери составляют для данного варианта:
![]() у.е
у.е
Аналогично рассчитываем стоимость основного оборудования для варианта 2:
· Токарный станок с ЧПУ - 3 шт. × 70000у.е.=210000 у.е.
· Агрегатный станок - 1 шт. × 70000у.е.=70000 у.е.
· Горизонтально-фрезерный станок - 1шт. × 20000у.е.=20000у.е.
Общая стоимость основного оборудования составляет: 300000у.е.
Вспомогательное оборудование для данной схемы:
· Манипулятор 5шт.×8000у.е.=40000 у.е.
· Транспортер стружки 6шт. ×1000у.е.=6000 у.е.
· Транспортер роликовый, шаговый 2000у.е.
Стоимость вспомогательного оборудования для данного варианта составляет 48000 у.е.
Как видно из расчетов второй вариант является экономически более целесообразным. Приведенные потери составляют для него:
![]() у.е.
у.е.
Из экономического сравнения двух вариантов видим, что вариант АЛ с применением агрегатного станка для сверления отверстий является более дорогим.
Все расчеты заносим в таблицу 7.1.
Таблица 7.1 – Стоимость основного и вспомогательного оборудования
| № варианта | Тип оборудования | Стоимость оборудования | Тип ТЗС | Стоимость ТЗС | Приведенные затраты |
| 1 | Станок токарно-винторезный 16К20Ф3 | 3*70000 | Манипулятор | 3*3000 | 27640 |
| Транспортер стружки | 1х320 | ||||
| Станок радиально-сверлильный 2М55 | 1*50000 | Манипулятор | 2х3000 | ||
| Манипулятор | 1х3000 | ||||
| Станок горизонтально-фрезерный 6К81Г | 1*20000 | Транспортер стружки | 1х320 | ||
| Манипулятор | 3*3000 | ||||
| 2 | Станок токарно-винторезный 16К20Ф3 | 3*70000 | Манипулятор | 3*3000 | 27640 |
| Транспортер стружки | 1х320 | ||||
| Станок многоинструментальный С ЧПУ | 1*70000 | Манипулятор | 2х3000 | ||
| Станок горизонтально-фрезерный 6К81Г | 1*20000 | Манипулятор | 1х3000 | ||
| Транспортер стружки | 1х320 |
ВЫВОДЫ
В данной курсовой работе рассматривался процесс проектирования автоматической линии технологического оборудования.
Поставленная цель работы - спроектировать оптимальную структурно-компоновочную схему автоматической линии для условий серийного производства детали типа «переходник» - была полностью достигнута, при этом было выполнено основное требование к проектируемой линии: обеспечена требуемая производительность при наилучших экономических показателях.
Курсовая работа включает данную пояснительную записку, которая содержит все необходимые сведения о проектировании автоматической линии; эскизы карт наладок; чертеж компоновки автоматической линии с обозначением всех позиций; циклограмма работы автоматической линии.
ПЕРЕЧЕНЬ ССЫЛОК
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения. - Мн: Выш. школа, 1983. - 256 с.
2. СТМ. Т. 1 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - Г.: Машиностроение, 1985. - 656 с.; СТМ. Т. 2 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - Г.: Машиностроение, 1985. - 496 с.
3. Справочник Технолога-машиностроителя. Т. 1 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - Г.: Машиностроение, 1985. - 656 с.; Справочник Технолога-машиностроителя. Т. 2 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - Г.: Машиностроение, 1985. - 496 с.
4. Балабанов А.Н. Краткий справочник технолога-машиностроителя. - Г.: Издательство стандартов, 1992. - 464 с.
Похожие работы
... где - производительности в условиях неавтоматизированного производства, шт/смену; - время выполнения холостых операций, . (шт/смену) 2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ При обработке на автоматической линии детали «Ось» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе ...
... рациональную из них 5. Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки Определение ожидаемой сменной производительности системы технологического оборудования в условиях неавтоматизированного производства можно найти по формуле: деталей/смену, где - время выполнения холостых (вспомогательных) операций в условиях ...
... 6-7 раз больше, чем для условий неавтоматизированного производства. Таким образом, производительность для условий автоматизированного производства определяется: шт/смену 2. Определение рациональной структуры системы технологического оборудования При обработке на автоматической линии детали «Основание» технологический процесс дифференцируется на составные части, которые выполняются в разных ...
... техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов ...
0 комментариев