Навигация
Определение исходных расстояний долбяка
29935
знаков
10
таблиц
6
изображений
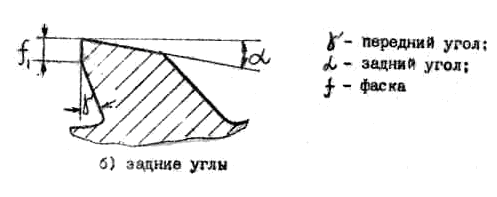
2.5 Определение исходных расстояний долбяка
Определение позитивного исходного расстояния долбяка.
Минимальная толщина зуба долбяка по окружности выступов определяется по формуле
Samin =к*m, мм,
где к – коэффициент, который зависит от модуля
Samin =0,22*5,5=1,21 мм
Действительная толщина зуба нового долбяка
 , мм
, мм
где x-коэффициент смещения определяется по графикам, приведенным на рис. 4.2 в зависимости от числа зубьев долбяка и коэффициента к в формуле толщины зуба.
 мм
мм
Проверка выполнения условия Saи³Samin
Избранное значение коэффициента смещения необходимо проверить на отсутствие интерференции с переходными кривыми. Для этого должны быть соблюдены следующие неравенства:
Первое условие отсутствия переходной кривой на зубцах шестірні
ρ1 – ρи1 ≥0,
![]()
где, мм – наибольший радиус кривизны профиля зуба
![]() мм
мм
![]() мм – наибольший радиус кривизны профиля зуба долбяка при нарезании шестірні
мм – наибольший радиус кривизны профиля зуба долбяка при нарезании шестірні
![]() мм
мм
![]()
![]()
![]() .
.
![]() мм
мм
ρ2 – ρи2 ≥0,
де ![]() , мм
, мм
![]() мм
мм
![]() , мм
, мм
![]() мм
мм
![]()
![]()
![]() , мм.
, мм.
![]() мм
мм
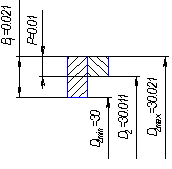
Позитивное исходное расстояние на передней поверхности нового долбяка от исходного пересечения определяется по формуле
 , мм.
, мм.
Определение негативного исходного расстояния долбяка.
Негативное исходное расстояние долбяка (пересечение III–III на рис. 4.1) определяет размеры долбяка после всех. Толщина долбяка, что осталась, ограничивается: 1) прочностью зубцов долбяка; 2) срезкой кромок зубцов у колес, которые нарежутся, прямолинейным участком ножки зубца долбяка; 3) подрезает зубцы колес, которые нарежутся.
Допустимая величина среза кромки колеса ∆R зависит от условий работы передачи, степени точности, и назначается конструктором. Если срезка покромки не допускается, то ∆R=0.
Минимальный коэффициент смещения ξmin, при котором высота среза кромки колеса будет равняется допустимой величине ∆R, определяется по формуле
![]() ,
,
![]()
где
 .
.

Рассчитанное значение ξmin проверяют на отсутствие подрезает зуб колеса.
Подрезает исключается, если выполняется условие
![]() .
.
![]()
Если в результате проверки будет установлено наличие подрезающего, то нужно увеличить коэффициент смещения ξmin.
Максимальное негативное исходное расстояние предельно сточенного долбяка ас определяется по формуле
 , мм.
, мм.
2.6 Определение высоты долбяка
Максимально возможная величина стачивания долбяка вдоль его оси.
![]() , мм.
, мм.
![]()
Висота долбяка.
Если рассчитана величина возможного утачивания долбяка н меньше максимально допустимой высоты рабочей части долбяка ви-визн (определяется по таблицы 4, дод. 2), то
Ви-Визн=20–6,5=13,5
Bи=Н +Визн, мм,
где визн – минимальная толщина долбяка за условием прочности, выбирается по табличку. 4, дод. 2.
Если рассчитаная величина возможного утачивания долбяка н превышает максимально допустимую по технологическим возможностям шлифования высоту долбяка ви (определяется по таблицы 4, доп. 2), то как окончательную высоту долбяка принимается величина ви, выбранную из таблицы. В этом случае возможно несколько случаев расположения исходного пересечения долбяка.
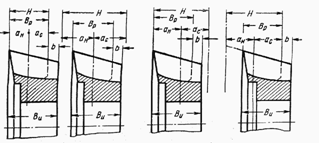
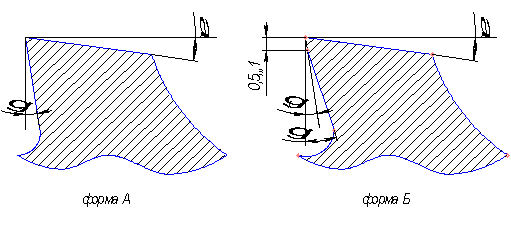
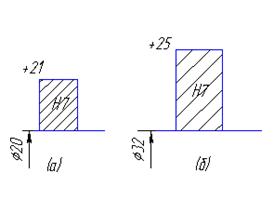
Рисунок 4.3 – Варианты расположения исходного пересечения долбяка: а и б – симметричное расположение исходных расстояний; в-с полным использованием позитивного исходного расстояния; г – с полным использованием негативного расстояния
Позитивное исходное расстояние долбяка принимается ровным рассчитанному значение ан, если Н<Ви (рис. 4.3, а), де Ви – максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования (определяется по таблице 4, дод. 2).
1. Позитивное исходное расстояние ан=ас = 0,5Ви (рис. 4.3, б), если ан>0,5Ви, і ас>0,5Ви, де Ви – максимально допустимая рабочая высота долбяка по технологическим возможностям его шлифования (определяется по таблицы 4, дод. 2).
ан=ас = 0,5Ви
ан=ас = 0,5∙20=10 мм
2. Позитивное исходное расстояние принимается ровным рассчитанному значение ан, ас =Ви-ан, если ан<0,5Ви, і ас>0,5Ви(рис. 4.3, в).
3. Позитивное исходное расстояние ан=Ви-ас, если ас<0,5Ви і ан>0,5Ви, (рис. 4.3, в).
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...

... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев