Навигация
РАСЧЁТ КОМБИНИРОВАННОЙ РАЗВЁРТКИ
24323
знака
2
таблицы
16
изображений
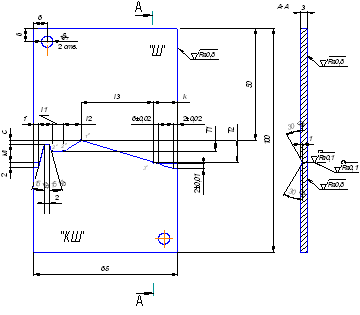
3 РАСЧЁТ КОМБИНИРОВАННОЙ РАЗВЁРТКИ
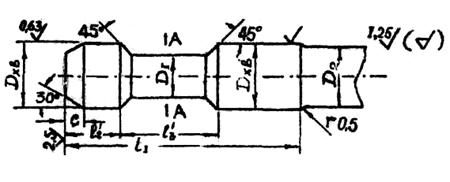
Исходные данные для расчета комбинированной развертки:
- номинальный диаметр меньшего отверстия D1=22Н7+0.021 мм;
- номинальный диаметр большего отверстия D2=28H8+0.033 мм;
- длина сверления первой ступени l1=38 мм;
- длина сверления второй ступени l2=38 мм;
В зависимости от диаметра обрабатываемого отверстия развертку выполним цельной
Диаметр развертки
![]()
где Dimin – минимальный диаметр соответствующей ступени отверстия;
Вi – верхнее предельное отклонение диаметра отверстия;
р – допуск на разбивание отверстия, р=0,02 мм;
![]()
![]()
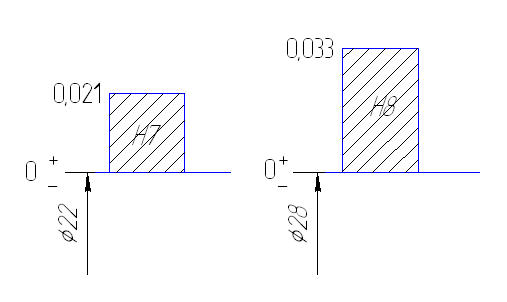
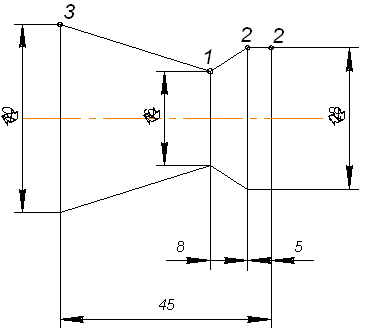
Рисунок 3.1 - Схема расположения полей допусков отверстий
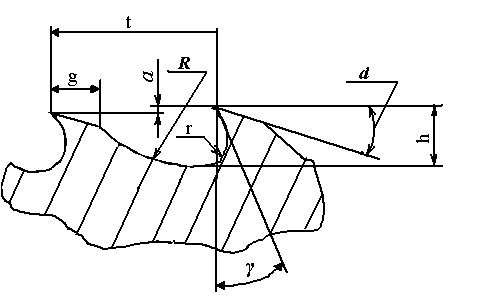
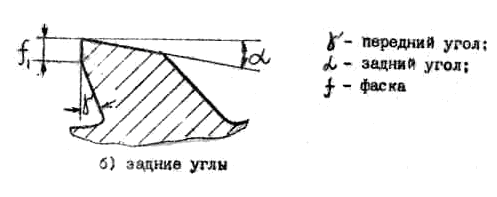
Геометрические параметры развертки
Передний угол для чистовой развертки примем g=0°, а задний угол α=6°. Величина заднего угла выберется одинаковой на режущей и калибрующей частях. На калибрующей части выполняется ленточка f=0.2 мм.
Угол наклона зубьев целесообразно выполнить равным нулю, что упрощает технологию изготовления развертки.
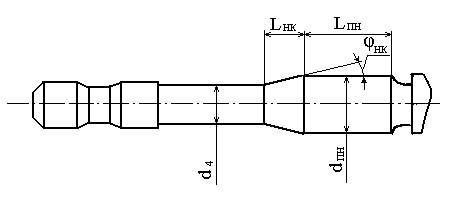
Главный угол в плане φ на заборной части для обрабатываемого материала Сталь 20ХН, принимаем φ=12°
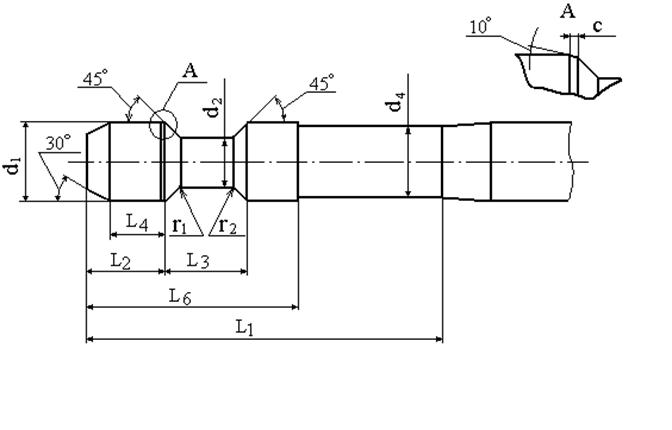
Длина калибрующей части развертки определяется зависимости
![]()
где, ![]() мм – величина калибрующей части стачивания при одной переточки
мм – величина калибрующей части стачивания при одной переточки
n=10 - количество переточек развёртки;
![]() мм
мм
![]() мм
мм
Длина заборной части ступени
![]()
где ![]() - минимальный диаметр заборной части;
- минимальный диаметр заборной части;
t – глубина резания принимаем 0.2 мм
m2 =2 мм
![]() мм;
мм;
![]() мм;
мм;
тогда
![]() мм;
мм;
![]() мм;
мм;
Длина рабочей части ступени
![]()
где lф =2 мм – длина фаски;
![]() мм
мм
![]() мм
мм
Число зубьев развертки определяется зависимостью:
![]()
![]()
![]()
принимаем для всех ступеней развертки число зубьев 8
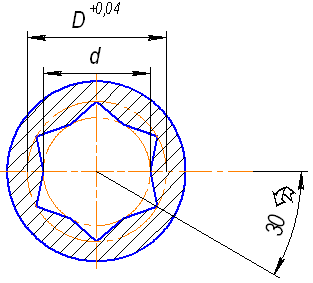
Распределения зубьев развертки
Для устранения огранки отверстия распределения зубьев развертки должно быть неравномерным, разность между соседними угловыми шагами определяется зависимостью
![]() Принимаем 6
Принимаем 6
Определим значения угловых шагов
где к – порядковый номер зуба
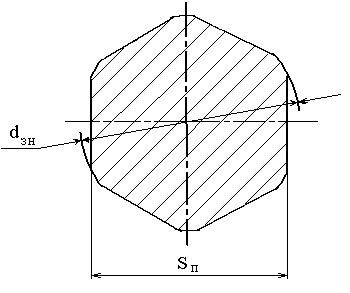
Рисунок 3.2 - Распределения зубьев развертки
![]()
![]()
![]()
![]()
![]()
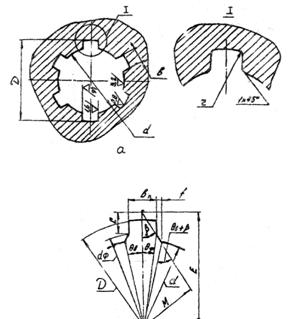
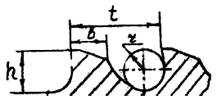
Глубина стружечной канавки
Глубина стружечной канавки целесообразно выполнять переменой, что позволяет использовать для всех стружечных канавок фрезу с постоянным угол. Тогда глубину канавка можно определить по зависимостью
![]()
где ![]() - угол, соответствующий ширине спинки;
- угол, соответствующий ширине спинки;
ν – угол профиля фрезы принимаем 90º ;
с – ширина спинки зуба, приведена в таблицы
Таблица 3.1 - Размер стружечной канавки
| Стружечная канавка | Z1-1 | Z2-2 | Z3-3 | Z4-4 |
| с | 1.0 | 1.3 | 1.1 | 1.2 |
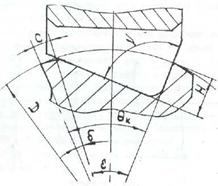
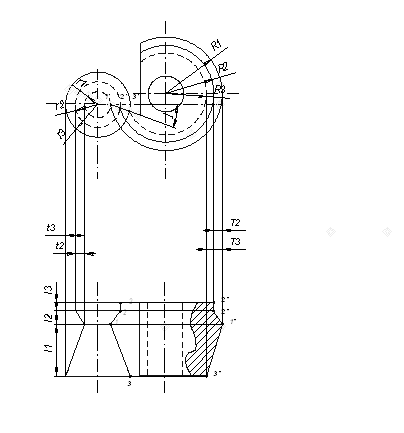
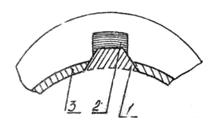
Рисунок 3.3 - Размеры стружечной канавки
Угол соответствующий ширине спинки для Ø22
![]()
![]()
![]()
![]()
Тогда глубина стружечной канавки
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Угол соответствующий ширине спинки для Ø28
![]()
![]()
![]()
![]()
Тогда глубина стружечной канавки
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
4 ВЫБОР ПЛАВАЮЩЕГО ПАТРОНА Для крепления развёрток с цилиндрическим хвостовиком на многооперационных станках в ГДР разработан ,,плавающий” патрон (приложение Г). В корпусе 1 с конусом 7:24 установлена цилиндрическая втулка 2 с внутренним конусом
Морзе. Крутящий момент на втулку передаётся через штифт 5 и качающийся сухарь 3. Осевое перемещение втулки ограничено запорным резьбовым кольцом 4. ,,Плавание” втулки осуществляется за счёт деформации четырёх колец 6 из резины, установленных попарно на концах втулки.
ЗАКЛЮЧЕНИЕ
В ходе проделанной работе был произведён расчёт и проектирование заданных режущих инструментов, разработаны их рабочие чертежи, приведенные в приложении с указанием предельный отклонений размеров деталей и шероховатостей на поверхности инструмента. Также в приложении приведен чертеж плавающего патрона для рассчитанной комбинированной развёртки.
ПЕРЕЧЕНЬ ССЫЛОК
1. Методические указания по расчету комбинированных протяжек. /Сост.:
И.А. Малышко, С.Е. Носенко. – Донецк: ДПИ, 1986. – 32с.
2. Справочник инструментальщика /И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; Под общ. ред. И.А. Ординарцева. – Л.: Машиностроение, 1987. – 846с.
3. Справочник технолога–машиностроителя.В2-х т. Под ред. А.Г.Косиловой и Р.К.Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985.
4. Допуски и посадки: Справочник в 2-х ч. /В.Д.Мягков, М.А.Палей – 6-е изд. – Л.: Машиностроение, 1982.
Похожие работы
... точек А1 и А2 7 2.3.5. Абсцисса центра заменяющей окружности 2.3.6. Ордината центра заменяющей окружности 2.3.7. Радиус заменяющей окружности 2.4. Расчёт остальных размеров профиля фрезы 2.4.1. Шаг витков по нормали 17 2.4.2. Толщина зуба фрезы по начальной прямой ...
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
0 комментариев