Навигация
Зміст
1. Розмірні ланцюги
1.1 Основні терміни та визначення
2. Рішення плоских розмірних ланцюгів
2.1 Метод повної взаємозамінності
2.2 Розрахунок розмірного ланцюга методом регулювання
2.3 Розрахунок розмірного ланцюга методом припасування
Література
1. Розмірні ланцюги
1.1 Основні терміни та визначення
Підвищення якості машин значною мірою залежить від допусків, які передбачені на відносний рух, а також на положення поверхонь і осей деталей (складальних одиниць) з урахуванням їх службового призначення. Точність при конструюванні, виготовленні, експлуатації і ремонті машин та їх складених частин досягається за рахунок використання теорії розмірних ланцюгів, її основних закономірностей, положень і розрахунків.
При цьому уточнюється зв'язок між розмірами деталей машин та їх складових частин; визначаються норми точності і технічні умови на складальні одиниці і машину в цілому, встановлюється послідовність операцій обробки і величини припуску на обробку, визначаються спрацьовані ланки (деталі) розмірних ланцюгів і вибираються способи їх відновлення; назначаються технічні і вимірювальні бази поверхонь деталей; встановлюється послідовність складання складальних одиниць і машин в цілому.
Похибки і зміна розмірів складових ланок впливають на розміри замикаючої ланки, що відбивається на працездатність машин і обладнання. Тому, щоб забезпечити нормальну роботу механізмів, під час ремонту машин і обладнання, насамперед, необхідно відновлювати точність розмірних ланцюгів.
Теорія розмірних ланцюгів в СРСР була розроблена Балакшиним Б.С., Бородачевим А А. і Дунаєвим П.Ф.
Основні терміни і визначення розмірних ланцюгів встановлені ГОСТ 16319-80.
Розмірним ланцюгом називають сукупність розмірів, які створюють замкнутий контур і безпосередньо беруть участь у вирішенні поставленого завдання. Замкнутість розмірного контуру - необхідна умова для складання і аналізу розмірних ланцюгів. Проте на робочих кресленнях розміри слід проставляти у вигляді незамкнутих ланцюгів; не проставляти замикаючі ланки, тому що обробки вона не потребує. Розміри, що створюють розмірний ланцюг, називають ланками розмірних ланцюгів.
Розмірні ланцюги класифікують за місцем виробу - детальні, складальні; розміщенням - лінійні, кутові, площинні, просторові, застосуванням - конструкторські, технологічні, вимірювальні.
Розмірні ланцюги, ланки яких є лінійні розміри, називаються лінійними.
Розмірні ланцюги називають площинними, якщо їх ланки розташовані в одній чи кількох паралельних площинах.
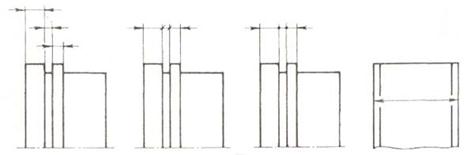
Ескіз складальної одиниці та схеми лінійних розмірних ланцюгів зображені на рис. 1.1.
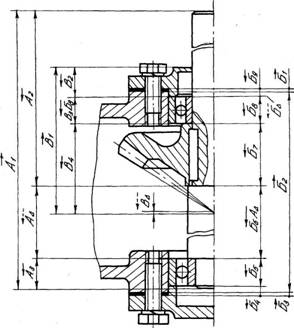
Рис. 1.1.Ескіз складальної одиниці та схеми розмірних ланцюгів
Розміри А1 А2, Б1, Б2 і т.д., що утворюють розмірний ланцюг, називають складовими розмірами або ланками.
Ланки АΔ , БΔ , ВΔ , зміна точності яких є результатом зміни складових ланок, називаються замикальними ланками.
Замикальний розмір одержують останнім в процесі обробки, складання чи вимірювання. Його значення і точність залежать від значень і точності складових ланок ланцюга.
Складові ланки поділяються на збільшувальні і зменшувальні.
Збільшувальними ланками розмірного ланцюга називають ланки, із збільшенням яких замикальна ланка збільшується і навпаки.
Зменшувальними ланками розмірного ланцюга називають ланки, із збільшенням яких замикальна ланка зменшується і навпаки.
Так, на рис. 1.1, збільшувальними ланками є розміри А1 ,Б2 , В1, а розміри А2-А3, Б4-Б9, В2 –В4 зменшувальними, а АΔ, БΔ , ВΔ -замикальні ланки.
Для зручності рішення складають схему розмірного ланцюга, яка є графічним безмасштабним зображенням (рис. 1.1). Для безпомилкового визначення збільшувальних і зменшувальних ланок над буквеним позначенням замикальної ланки рекомендується ставити стрілку гострим кінцем вліво, а потім над всіма складальними ланками стрілки проставляють так, як би вони показували прийнятий напрямок руху в замкненому контурі ланцюга потоку будь якого середовища. Ланки, напрямок стрілок яких співпадає з напрямком стрілки замикальної ланки (вліво), являються зменшувальними – А2 ,Б4, В2; ланки зі стрілками, які направлені в протилежний бік (праворуч), є збільшувальними – А1, Б2, В1.
Розмірні ланцюги використовують для рішення двох типів задач: прямої і оберненої. Пряма задача заключається в позначенні номінальних розмірів і полів допусків складальних ланок по завданим граничним розмірам замикальної ланки. Номінальні розміри складальних ланок, як правило, визначають попередньо на основі розрахунків або з конструктивних зображень. Прямі задачі типові при рішенні конструкторських розмірних ланцюгів.
Обернена задача заключається в визначенні номінального розміру і граничних відхилень замикальної ланки по відомим номіналам і граничним відхиленням складальних ланок. Обернена задача, в випадковості, дозволяє перевірити правильність рішення прямої задачі.
Розмірні ланцюги можливо вирішувати декількома методами (ГОСТ 16320-80).
1. Повної взаємозамінності (метод максимуму - мінімуму) - потрібна точність замикальної ланки розмірного ланцюга досягається у всіх без виключення об'єктів при включенні в її склад ланок без вибору, підбору або будь якого припасування. Метод виходить із припущення, що в одному розмірному ланцюзі одночасно можуть бути всі ланки з граничними значеннями, причому в будь-якому із двох найбільш несприятливих злук (всі збільшувальні ланки з верхніми граничними розмірами, а зменшувальні -з нижніми, або навпаки).
2. Неповної взаємозамінності (імовірний метод) - потрібна точність замикальної ланки розмірного ланцюга в умовах безприпасувальної збірки досягається не у всіх, а лише у достатньо більшої зарані обумовленої їх частини. Цей метод застосовують, коли економічно доцільно зазначити більш широкі допуски на складальні ланки в припущенні, що їх дійсні розміри будуть групуватися в більш вузьких межах по одному із імовірних законів, і процент ризику виходу відхилень замикальної ланки за межи поля допуску не перевищує зарані прийнятого значення.
Рішення високоточних конструкторських ланцюгів можливе шляхом введення в їх склад ланки-компенсатора. Коли для досягнення потрібної точності замикальної ланки з компенсатора кожного об'єкта усувають зайвий в даному випадку шар матеріалу, то це метод припасування. Коли обумовлена можливість змінювати дійсний розмір компенсатора без зняття матеріалу (підбором із ряду зарані виготовлених або переміщенням з наступною (фіксацією), то це метод регулювання.
Можливе також застосування метода групової взаємозамінності, при котрому точність замикальної ланки досягається за рахунок включення в розмірний ланцюг окремих складальних ланок, які попередньо сортують по дійсним розмірам на групи.
Похожие работы
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...


... засвоєні. До такого відпрацьовування можуть підключатися й учні першої групи як консультанти, помічники учителя. Розділ 2. Методика проведення уроків з виконання диференціального підходу на прикладі теми: „Нанесення розмірів” 2.1 Нанесення розмірів на кресленнях Питання, пов'язані із забезпеченням креслення необхідними розмірами, продумуються у процесі визначення кількості та змісту ...
... прапорець Space Egually, то у вікні Spacing можна точно встановити відстань між компонентами, що вирівнюються, у вибраній системі одиниць. Помітимо, що вказані команди вирівнювання не діють на зафіксовані компоненти. Рисунок. 8.1 - Розміщення на друкарскій платі 9 ТРАСУВАННЯ ПЕЧАТНИХ СПОЛУЧЕНЬ ПЕЧАТНОЇ ПЛАТИ В САПР PCAD 9.1 Установка кроку сітки В деяких випадках, ...
... приймаємо рівною 22۰10-6м2/c згідно з [13] вибираємо індустріальне масло І-20А. Змазування підшипників проводиться в редукторі тим же маслом, яким змащуються і зубчаті передачі. При мастилі картера коліс підшипники кочення змащуються бризками масла. 2. МЕТРОЛОГІЧНА ПІДГОТОВКА ВИРОБНИЦТВА 2.1 Технічний опис складальної одиниці Проміжний вал поз. 1 складальної одиниці (рис.2.1) ...
0 комментариев