Навигация
2. Спеціальна частина
2.1. Опис машини, визначення його місця у процесі, технічна характеристика, будова, робота
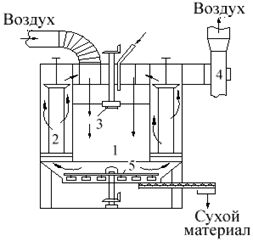
Скрубер високого тиску займає положення після первинних тепло вловлювачів, в яких відбувається груба очистка доменного газу від колошникового пилу.
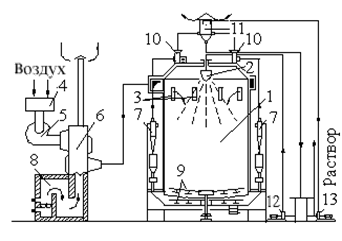
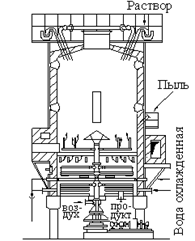
Прийшовши пиловловлювачів по газопроводам відведення брудного газу газ надійшов у СВТ – скрубер високого тиску. СВТ являє собою циліндричну ємкість, конічного дна, купола і систему зрошувачів, шламового клапана, атмосферного клапана і газовідвідних труб. Система зрошування – це конструктивне обладнання, в яке надходить газ з водою разом, і очищується, в 3 ярусах колекторів, які складаються з зрошувачів з форсунками.
Очищений газ пройшовши систему зрошування крізь клапан відводу газу переходить у газо перевід для наступної ретельної очистки. А забруднена газом вода стікає по колекторах і опускається на джерело води шламового лотка. Остаточна очистка проходить в машинах тонкої очистки. Брудна вода пройшовши з системи гідро затворів потрапляє у шламовий лоток, і транспортується шламовим цехом у відстійники для очищення.
Так як в процесі очистки доменного газу постійно приймає участь вода, в схемі газо очистки в необхідних місцях встановлюють спеціальні апарати для вловлювання краплиної вологи.
Ввод горячого сухого газу, що складає ще, вміст пилу в апарат напівтонкої очистки СВТ необхідно здійснювати без прилипання сухого пилу на зволоженій поверхні.
Так як в сучасних умовах забезпечується велика якість підготовки шихтових матеріалів, при якій зменшується винос колошникового пилу, і досить значна очистка газу, так як за скрубером встановлюють дросельну групу, питанням очистки газу в скрубері високого тиску приділяють безпосереднє значення.
Скрубер високого тиску складає такі основні елементи: регулятор рівня води, система зрошування, свічка, лебідка свічки, система зливу води.
Система зрошування розташовується в верхній частині скрубера, а розбризкуючими форсунка вода повинна мати напрямок тільки в гору, чим досягається омивання водою всіх поверхонь скрубера і повне корисне використання його об’єму. Для кращого перекриття розрізу і максимального насичення водою об’єма скрубера зрошення здійснюється в 3-4 ярусах. Число форсунок і їх діаметр визначають із необхідного розходу води для охолодження газу якості води і тиску, цілеспрямовано використовувати евольвентні форсунки, які високо себе зарекомендували себе при роботі у різних умовах, особливо при зворотньому водопостачанні. При використанні таких форсунок в багатьох випадках можливо обмежитись 8-10 штуками в кожному ярусі.
2. 2.Визначення деталей, що потребують значної уваги
В результаті налипання пилу на зволоженій поверхні утворюється настили, що призводить до порушення роботи апаратів мокрої очистки газу залежить від організації зрошування газу і встановлених режимів роботи апарата.
Найбільш відповідальним за стан всіх мокрих газоочисників приладом є гідрозатвор для видалення відпрацьованої зашламленої води.
Можливо обвали шлама, і як наслідок обрив зрошувачів тому перевіряють стан кріплення зрошувачів (з гори до низу), і очищують шлам після візуального визначення вкладів шламу.
Ревізію системи зрошування, форсунок і арматури виконують при капітальному ремонті СВТ.
Прочистка або заміна у випадку необхідності зрошувачів виконується після разбірки фланцевого з’єднання на патрубку, через який зрошувач вмонтовано в корпус СВТ. Зрошувачі вийняти зі скрубера, візуально оглянути, демонтувати евольвентну форсунку, прочистити її або замінити на нову, виконати монтаж форсунки і зрошувача, скласти фланцеве з’єднання на патрубку.
Ревізія гідрозатворів і установленої системи регулювання рівня води в СВТ, який досягається зміною зкидування води в шламовий лоток.
Відповідне положення дроселя на гідрозатворі зв’язаного системою важелів з поплавцевим устаткуванням, яке змінює своє положення зі зміною рівня води в СВТ, що забезпечує регулювання зливання води в СВТ.
Перевіряють дросельні елементи на предмет абразивного зношування, перевіряють наявність сальникової набивки, для чого знімають буксу з валу.
При необхідності виконати набивку сальника(прографічений пеньковий шнур), замінити резинову прокладку, виконати прочистку деталей, встановити буксу на вал.
Перевірити герметичність поплавця регулятора рівня води, для чого розкрити поплавцеву камеру, розбовтив фланцеве з’єднання. При порушені герметичності поплавця, замінити його або виконати ремонт.
Перевірити систему важелів між поплавцевою камерою і дросельним клапаном, прочистити, промити і виконати змащування.
Порушення герметичності у фланцевому з’єднанні усувають підкручуванням болтів, які досягається підтискуванням прокладки. Якщо таким чином не досягається герметичність, необхідно з’єднання розбовтити і замінити прокладку новою з того ж матеріалу, але внутрішній діаметр повинен бути трохи більшим внутрішнього діаметра трубопроводу, щоб при стисканні прокладки, коли вона трохи роздасться, не зменшився переріз трубопроводу.
Щілини у зварному шві, який з’єднує труби, або в самій трубі заварюють; трубу, що протікає в багатьох місцях, замінюють. Нову трубу з’єднують з трубопроводом газовою зваркою після необхідної підготовки.
Найчастіше у насосі спрацьовуються такі деталі, як колесо, лопаті, підшипники, втулки.
Під час експлуатації у валів зношуються посадкові шийки, шпонкові канавки і шліци, пошкоджуються центрові отвори, вал отримує вигин. Шийки вала, що мають зношення(подряпини і риски), ремонтують шліфуванням. Але спочатку перевіряють, чи виправлені центрові отвори вала, при наявності забоїн чи вм’ятин в першу чергу проточуванням встановлюють центрові отвори. Потім виправляють вали.
У підшипниках ковзання роблять нове заливання бабітом після розбірки. Зношені прокладки видаляють, нагріваючи їх до 240-250˚С, і заливають розплавлений метал.
Якщо вал обертається в підшипниках качання і конструкція деталі не допускає зменшення розміру шийки, діаметри вала встановлюють до номінального металізацією або наплавкою.
Лопаті колес мають здатність стиратися, або під дією кавітації робочі колесо і лопаті отримують нерівності. Лопаті колеса наплавляють більш твердим матеріалом, після відшліфовування нерівностей. Отвір колеса розточують і наплавляють до необхідного розміру.
Втулки також ремонтують шліфуючи і наплавляючи метал, потім додаючи міцності деталі її обробляють СВЧ, або цементацією поверхневого шару наплавленого матеріалу. Муфту МПВП ремонтують розібравши її: розточують посадочні отвори для пальців, потім виготовляють нові пальці і кільця, які відповідають діаметрам посадочних отворів.
2.3.Умови відновлення і збільшення терміну роботи деталей
Відновлена деталь повинна бути достатньо довговічною і надійною в експлуатації.
Умови відновлення деталей в машині – характерна спряженням (рухома, не рухома посадка), величина і характер діючих навантажень, швидкість взаємного переміщення деталей спряження з рухомою посадкою, умови змащування деталей спряження з рухомою посадкою; величина і характер зносу; міцність деталі до моменту ремонту; потреби технічних умов до моменту ремонту; конструкція, матеріали і термічна обробка і наявність ремонтних засобів; кількість однотипних деталей з однаковим зносом, що підлягають одночасному встановленню.
Існує декілька способів відновлення деталей:
1.Сутніть газової зварки – плавлення метала при горінні ацитилена в збутковій середі кисню у виді полум’я з температурою 300˚С і вище.
2.Зварювання під флюсом – дуга та рідкий метал надійно захищені від повітря, застосування флюсів сприяє надійному формуванню гива, забезпечує не розбризкування і неугарання метала, скорочуються витрати тепла на випромінювання.
Похожие работы
... Через отримані точки проводимо плавну криву. Відкладаємо значення діаметрів находимо точки В і Н, проводимо вхідну кромку канатки робочого колеса. 2.9. КІНЕМАТИЧНИЙ ТА СИЛОВИЙ РОЗРАХУНОК ПРИВОДУ Визначаємо параметри на валу ротора насосу =0,98 – ККД витрат в муфті = 0,99 – ККД витрат в підшипниках 2.10. РОЗРАХУНОК І ВИБІР МУФТ ТА ГАЛЬМА Визначаємо номінальний момент, який ...
... (3.42) = 1424 кг Час перебування матеріалу у барабані: (3.43) Кут нахилу барабану розраховується за формулою: (3.44) звідси 4 РОЗРАХУНОК ДОПОМІЖНОГО ОБЛАДНАННЯ барабанна сушарка сульфат амоній 4.1 Розрахунок циклону Для очищення газу, що виходить з барабану сушарки від захопленого пилу сульфату амонію використовується циклон (рис. 4.1). У циклоні через виникнення ві ...
... ія, вивантаження, промивання сита — виконуються автоматично. Центрифуга АГ (мал. 59) складається з наступних основних вузлів: станини, кришки, очного вала, ротора рівня ТЕХНОЛОГІЯ Й УСТАТКУВАННЯ ДЛЯ ОЧИЩЕННЯ КОКСОВОГО ГАЗА ВІД СІРКОВОДНЮ Уловлювання сірководню є завершальним процесом витягу з коксового газу хімічних продуктів коксування і підготовки газу до його подальшого використання. ...
... івник стає одним з основних теплосприймальних елементів котельного агрегату. Для виготовлення труб-пакетів пароперегрівника, що працюють у дуже важких температурних умовах, застосовуються дорогі леговані сталі. За видом теплообміну пароперегрівники поділяються на конвективні, напіврадіаційні і радіаційні; за розміщенням змійовиків – на вертикальні і горизонтальні. У старих конструкціях котлів ...
0 комментариев