Навигация
1. Сварка
1.1 Классификация видов сварки
Различают более 150 видов сварочных процессов. ГОСТ 19521- 74 сварочные процессы классифицирует по основным физическим, техническим и технологическим признакам.
Основа классификации по физическим признакам – вид энергии, применяемой для получения сварочного соединения. По физическим признакам все сварочные процессы относят к одному из трех классов: термическому, термомеханическому, и механическому.
Термический класс – все виды сварки плавления, осуществляемые с использованием тепловой энергии (газовая, дуговая, электрошлаковая, плазменная, электроно – лучевая и лазерная).
Термомеханический класс – все виды сварки осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная, кузнечная, газо – и дугопрессовая ).
Механический класс – все виды сварки, давлением, провидимые с использованием механической энергии (холодная, трением, ультразвуковая и взрывом).
По техническим признакам сварочные процессы классифицирует в зависимости от способа защиты металла в зоне сварки, непрерывности процесса и степени его механизации.
1.2 Высокопроизводительные виды РДС
Чтоб облегчить труд сварщика и для повышения производительности труда применяют различные высокопроизводительные виды сварки.
- Сварка пучком электрода – два или несколько электрода соединяют в пучёк (двух трех местах сваривают контактные концы друг с другом) и электрододержателем ведут сварку. При сварки пучком электрода контакт происходит между свариваемым изделием и одним стержней электродов по мере оплавления, контакт переходит на следующий стержень. При сварки пучком электрода можно пользоваться повышенной силой тока.
- Сварка с глубоким проваром – на стержень электрода наноситься, более толстый слой покрытия увеличивая этим тепловую силу дуги и повысить её проплавляющие действия, то есть увеличить глубину расплавления основного металла. Сварку ведут короткой дугой, горение которой поддерживается за счет операния козырька покрытия на основной металл применяют при сварки угловых и тавровых соединениях.
- Сварка наклонным электродам – электрод укладывается в разделку шва, для удержания электрода в разделке и для изоляции и защиты дуги применяют медные накладки длина дуги в процессе горения равна толщина слоя покрытия диаметр электрода 6-10мм, а длина электрода 800-1000мм.
- сварка электрода большим диаметров – 8-12мм и величина тока от 350-600А но имеет свои недостатки:
1. Трудно выполнять в узких местах.
2. Быстрое утомляемость сварщика.
3. Возникает значительное магнитное дутье.
- Ванная сварка выполняют одним или несколькими электродами при повышенной величине тока это обеспечивает разогрев свариваемых элементов для образования большой ванны жидкого металла которую удерживают специальной формой в процессе сварки наплавленный металл постоянно находится в жидком состоянии в конце процесса сварки для ускорения и охлаждения сварочной ванны дуги периодически прерывают.
- Безогарковая сварка – электрод не закрепляется в держателе, а приваривается к нему торцом, что позволяет использовать весь стержень.
1.3 Виды сварки
- Ручная дуговая сварка.
- Газовая сварка и резка.
- Полуавтоматическая сварка
- Автоматическая сварка под слоем флюса и в среде защитных газов.
- Аргона – дуговая сварка
- Электроконтактная сварка
2. Специальная часть
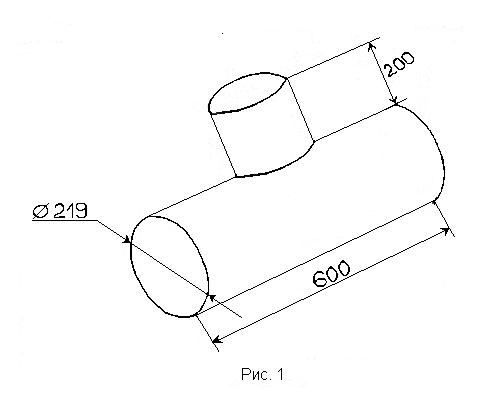
2.1 Назначение и описание конструкции
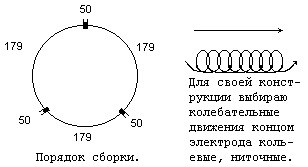
Трубопровод служит для транспортировки холодной, горячей воды в помещении для отопления, сжатых газов, пара. Данная работа состоит из двух раздельных участков трубы соединенных между собой при помощи ручной электродуговой сварки.
2.2 Выбор и описание материала
Для изготовления конструкции применяется сталь марки сталь 3 низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до 0,25 % , марганца 0,5% , кремния 0,35% .
Для сварки низкоуглеродистых сталей применяются электроды марок : ОЗС – 3; ОЗС – 4 ; МР – 3, стержень этих электродов изготовлен из проволоки марки св – 08А. В состав покрытия входит: 30 – 50% двуокиси титана, полевой шпат, ферромарганец, жидкое стекло.
Этот электрод даст наименьшей процент разбрызгивания металла, пригодный для сварки на постоянном и переменном токе, он является, не вреден для организма человека, поэтому широко используется промышленности.
2.3 Выбор оборудования и технические характеристики источников питания
Я выбрал сварку трубопровода. Для заварки трубы трансформатор ТДМ – 401 наиболее удобен, так как легко можно подобрать силу тока. Сам трансформатор состоит из замкнутого сердечника, первичной и вторичной обмотки. При последовательном соединении первичной и вторичной обмоток трансформатора в электрическую цепь включается часть витков первичной обмотки, получают диапазон малых токов.
При параллельном соединении обмоток в электрическую цепь включаются все ветки первичной обмотки, получают диапазон больших токов.
Вторичная обмотка подвижна, с помощью ее ведется регулирования силы тока.
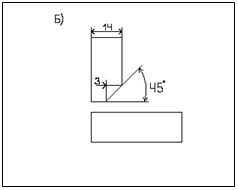
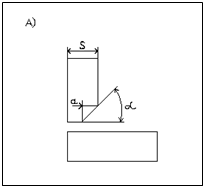
2.5 Подготовка металла под сварку
В месте сварки трубопровода кромки тщательно зачищают железной щеткой от грязи, масла, ржавчины которые приводят к образованию дефектов.
От состояния поверхности свариваемых кромок значительной мере зависит качество сварных швов.
Похожие работы
... коэффициент расхода электродов, учитывающий потери электрода на угар, разбрызгивание, огарки. Этот коэффициент в зависимости от марки электрода, типа электрододержателя, технологии и условий сварки ориентировочно равен 1,35-1,45. Gэ=8,5x160x1,57=2,14кг, с учётом потерь расход электродов равен Gн=Gэ · 1,1; Gн=2,14·1,1=2,35кг. Расход электроэнергии определяем по формуле: А=Ау·Gэ, Тогда А=7·Gн; ...
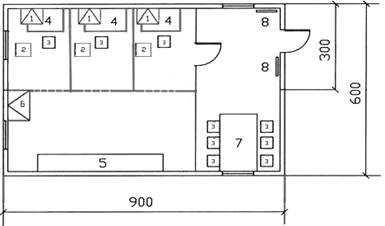
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварку). Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали. Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, ...
... этой технике. Необходимость систематизации и углубления знаний о ремонте автомобилей повышает роль научных исследований этой области. Целью данного дипломного проекта является проектирование участка по газовой сварке авторемонтного предприятия. В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельной значение только в некоторых ...
0 комментариев