Навигация
Организация рабочего места
31595
знаков
1
таблица
0
изображений
4. Организация рабочего места
4.1 Требования к организации рабочего места
При выполнении производственных операции за рабочим или бригадой рабочих закрепляется рабочие место в виде определённого участка производственной площади, оснащенной согласно требованием технологического процесса, соответствующим оборудованием и необходимыми принадлежностями. Рабочее место сварщика называют сварочным постом.
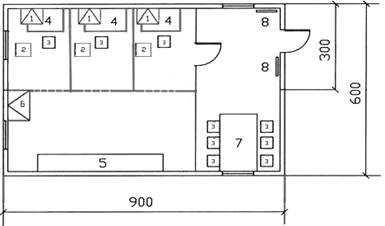
Для защиты рабочих от излучения дуги в постоянных местах сварки устанавливают для каждого сварщика отдельную кабину размером 2х2,5 или 2х2.
Стенки кабины могут быть сделаны из тонкого железа, или другого несгораемого материала высотой 1,8- 2,0м, для лучшей вентиляции не доходящих до пола на 0,2-0,3м. Пол должен быть из огнестойкого материла: кирпич, бетон, цемент. Стены окрашивают в светло-серый цвет красками хорошо поглощающими ультрафиолетовые лучи. Кабину оборудуют местной вентиляцией с воздухообменом 40м3/час на одного рабочего.
Вентиляционный отсос располагают так, чтобы газы, выделяющиеся при сварке, проходящим мимо сварщика.
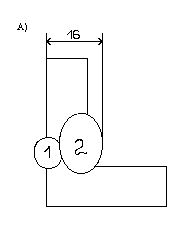
Сварку детали производят на рабочем столе высотой 0,5-0,7м. Крышку стола изготавливают из чугуна толщиной 20-25мм, в ряде случаев на столе устанавливают различные приспособления для сборки и сварки изделий.
К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего провода от источника сварочного тока и для провода заземления стола. С боку стола имеются гнезда для хранения электродов. В выдвижном ящике стола хранится инструмент и технологическая документация. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сидением, изготовленным не электропроводящего материала. Под ногами у сварщика должен находится резиновый коврик.
Сварочный пост оснащен генератором или сварочным трансформатором.
5. Техника безопасности
5.1 Техника безопасности при сварочных работах
К сварочным работам допускаются лица не моложе 18 лет после сдачи техминимума по правилам техники безопасности.
Организация каждого рабочего места должна обеспечивать безопасное выполнение робот.
Рабочее места должны быть оборудованы различного рода ограждениями, защитными и предохранительными устройствами и приспособленными.
Для создания безопасных условий робот сварщиков необходимо учитывать кроме общих положений техники безопасности на производстве и особенности выполнение различных сварочных работ. Такими особенностями являются возможные поражения электрическим током, отравления вредными газами и парами, ожоги излучением сварочной дуги и расплавленным металлом, поражения от взрывов баллонов со сжатыми и сжиженными газами.
Электрическая сварочная дуга излучает яркие видимые световые лучи и невидимые ультрафиолетовые и инфракрасные. Световые лучи оказывают ослепляющие действия. Ультрафиолетовые лучи вызывают заболевания глаз, а при продолжительном действии приводят ожогам кожи.
Для защиты зрения и кожи лица применяют щитки, маски или шлемы, в смотровые отверстия вставляют светофильтры, задерживающие и поглощающие лучи. Для предохранения рук сварщиков от ожогов и брызг расплавленного металла необходимо использовать защитные рукавицы, а на тело надевать брезентовую спец. одежду.
В процессе сварки выделяется значительное количество аэрозоля, которое приводит к отравлению организма. Наиболее высока концентрация пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки, поэтому сварщик должен следить за тем, чтобы поток не падал за щиток. Для удаления вредных газов пыли из зоны сварки необходимо устройство местной вентиляции, вытяжной и общеобъемной приточной – вытяжкой. В зимнее время приточная вентиляция должна подавать в помещение подогретый воздух. При отравлении пострадавшего необходимо вынести на свежей воздух, освободить от стесненной одежды и предоставить ему покой до прибытия врача, а при необходимости следует применить искусственное дыхание.
5.2 Электробезопасность
Поражение электрическим током происходит при соприкосновении человека с токоведущими частями оборудования. Сопротивление человеческого организма в зависимости от его состояния ( утомляемость, влажность кожи, состояния здоровья ) меняется в широких приделах от 1000 до 20000 Ом. Напряжение холостого хода источников питания дуги достигает 90В, а сжатой дуги – 200В в соответствии с законом Ома при неблагоприятном состоянии сварщика через него может пройти ток, близкий к предельному:
I = r
Для предупреждения возможного поражения электрическим током при выполнении электросварочных работ необходимо соблюдать основные правила:
Корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть заземлены;
Все электрические провода, идущие от распределительных щитков и на рабочие места должны быть надежно изолированы и защищены от механических повреждений;
Запрещается использовать контур заземления, металлоконструкции зданий, а также трубы водяной и отопительной систем в качестве обратного провода сварочной цепи;
При выполнении сварочных работ в нутрии замкнутых сосудов (котлов, емкостей, резервуаров, ит.п.) следует применять деревянные щиты, резиновые коврики, перчатки, галоши: Сварку необходимо проводить с подручным, находящимися вне сосуда. Следует помнить, что для осветительных целей внутри сосудов, а также в сырых помещениях применяют электрический ток напряжением не выше 12В, а в сухих помещениях – не выше 36В, в сосудах без вентиляции сварщик должен работать не более 30 минут с перерывами для отдыха на свежем воздухе.
Монтаж, ремонт электрооборудования и наблюдение за ним должны выполнять электромонтеры. Сварщикам категорически запрещается исправлять силовые электрические цепи. При поражении электрическим током необходимо выключить ток первичной цепи освободить от его воздействия пострадавшего, обеспечить к нему доступ свежего воздуха, вызвать врача, а при необходимости до прихода врача сделать искусственное дыхание.
Похожие работы
... коэффициент расхода электродов, учитывающий потери электрода на угар, разбрызгивание, огарки. Этот коэффициент в зависимости от марки электрода, типа электрододержателя, технологии и условий сварки ориентировочно равен 1,35-1,45. Gэ=8,5x160x1,57=2,14кг, с учётом потерь расход электродов равен Gн=Gэ · 1,1; Gн=2,14·1,1=2,35кг. Расход электроэнергии определяем по формуле: А=Ау·Gэ, Тогда А=7·Gн; ...
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварку). Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали. Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, ...
... этой технике. Необходимость систематизации и углубления знаний о ремонте автомобилей повышает роль научных исследований этой области. Целью данного дипломного проекта является проектирование участка по газовой сварке авторемонтного предприятия. В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельной значение только в некоторых ...
0 комментариев