Навигация
Введение
Сварка – это процесс получения неразъемных соединений посредствам установления непрерывной межатомной связи между соединяемыми деталями при их нагревании и (или) пластическом деформировании.
Конечная цель сварочного производства - выпуск экономичных сварных конструкций, отвечающих по своим конструктивным формам, механическим и физическим свойствам тому эксплуатационному назначению и условиям работы, для которых они создаются. Обеспечение рациональных форм и получение необходимых механических свойств сварных соединений относятся к главным задачам проектирования, решение которых должны обеспечить техпроцессы сварки.
Сварка позволяет создать конструкции, в которых целесообразно используются разнообразные металлы и сплавы в зависимости от назначения тех или иных частей конструкции, а также детали и заготовки, полученные наиболее рациональными методами их изготовления (прокат, штамповка, литье, поковки и т.д.)
Одним из самых главных и наиболее эффективных направлений развития сварочного производства является комплексная механизация и автоматизация производственных процессов. Специфической особенностью сварочного производства является диспропорция между объемами основных и вспомогательных операций: собственно сварочные операции по своей трудоемкости составляют всего 25 - 30% общего объема сборочно-сварочных работ, остальные 70 - 75% - это сборочные, транспортные и вспомогательные работы, механизация и автоматизация которых осуществляется с помощью механического сварочного оборудования и технологической оснастки. Качество сварных соединений, надежность конструкции и затраты на изготовление в значительной степени определяются технологическим процессом.
Основной задачей данного проекта является модернизация базового технологического процесса изготовления выхлопного патрубка улиты с целью повышения эффективности его производства.
1 Описание изделия
Данной сварной конструкцией является – корпус парогенератора. Применяется на гидроэлектростанциях. Сварное соединение №2 – одностороннее стыковое, обечаек (2,7) диаметром 4000 мм и полусфер (1,8) . Шов – круговой. Материал изделия – сталь Х17Н2
Корпус парогенератора состоит из двух фланцев (4,5), четырех обечаек (2,3,6,7) и двух полусфер (1,8). Фланцы (4,5) свариваются швом №1 по замкнутому контуру, обечайки (2,3,6,7), полусферы (1,8), фланец (45) свариваются шестью швами №2 по замкнутому контуру.
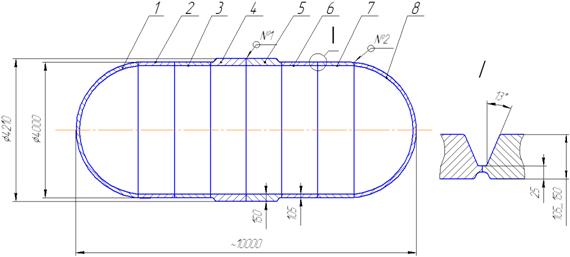
Рисунок 1 – Корпус парогенератора
2 Характеристика материала изделия и его свариваемости
Сталь Х17Н2 – сталь коррозионно-стойкая, жаропрочная мартенситно-ферритного класса химический состав ее приведен в таблице 1, механические свойства приведены в таблице 2.
Стали мартенситно-ферритного класса содержат в структуре кроме мартенсита 10–25 % феррита. Основная легирующая добавка и в этих сталях — Cr (11–13 %), наряду с которым присутствуют менее значительные присадки Ni, W, Mo, Nb, V (модифицированные хромистые стали). Их термическая обработка заключается либо в закалке с отпуском, либо в нормализации с отпуском. Механические свойства при надлежащей температуре отпуска практически равноценны. Уровень жаропрочных свойств после оптимальной термической обработки для большинства сталей мартенситно-ферритного класса также примерно одинаков.
Таблица 1. Химический состав стали Х17Н2 [4] ГОСТ 5632-72
| Марка стали | Легирующие элементы, % | ||||||||
| C | Cr | Ni | Ti | Si | Mn | S | Р | Cu | |
| Х17Н2 | 0,11-0,17 | 16-18 | 1,5-2,5 | ≤0,2 | ≤0,80 | ≤0,80 | ≤0,025 | 0,030 | ≤0,30 |
Эти стали изготовляют в виде сортового проката и применяют в турбостроении для лопаток и дисков турбин, а также для крепежных деталей.
Таблица 2. Механические свойства стали Х17Н2 [4] ГОСТ 5632-72
| Сталь | Состояние материала | Темпер. испыт.°С |
|
|
|
| HB |
| МПа | % | ||||||
| 12Х17Г9АН4 | Нагрев на 975 – 1040°С, охлаждение в масле, отпуск при °С, охлаждение на воздухе | 20 | 30 | 1100 | 850 | 10 | 286 |
Стали мартенситного класса в условиях сварочного термического цикла в участках зоны термического влияния (а также и в металле шва, если он подобен по составу свариваемому металлу) закаливаются на мартенсит. Высокая твердость и низкая деформационная способность металла с мартенситной структурой в результате деформаций, сопровождающих сварку, а также длительного воздействия высоких остаточных и структурных напряжений, всегда имеющихся в сварных соединениях в исходном состоянии после сварки, приводят к возможности образования холодных трещин. Они, как правило, образуются на последней стадии непрерывного охлаждения (обычно при температурах 100° С и более низких) или при выдержке металла при комнатных температурах. Водород, находящийся в металле сварного соединения и диффундирующий в него даже при низких температурах, значительно способствует образованию холодных трещин.
Крупнозернистый металл швов и в зоне термического влияния более склонен к образованию трещин, чем мелкозернистый. Поэтому модифицирование металла швов,. предупреждающее рост зерна (например, титаном), и применение более жестких режимов (с меньшей погонной энергией) являются мерами, уменьшающими вероятность образования трещин [7].
Термообработка сварных соединений после сварки влияет не только на механические свойства, но и ряд специальных свойств — коррозионную стойкость, жаропрочность и др. Так, например, контактирование закаленного металла шва и зоны термического влияния с незакаленным (отпущенным) основным металлом приводит к появлению избирательной коррозии металла закаленной зоны в сварных соединениях из стали Х17Н2.
Хромистые мартенситно-ферритные стали обладают некоторой склонностью к межкристаллитной коррозии (м. к. к.). Особо высокую склонность к м. к. к. они приобретают после быстрого охлаждения с высоких температур. Для восстановления стойкости против МКК возможно применение высокого отпуска, после сварки при 680-700 С в течение 30-60 мин.
Применение видов сварки, обеспечивающих получение наплавленного металла с аустенитно-ферритной структурой, для получения соединений хромистых сталей мартенситно-ферритного классов, как правило, не обеспечивает равнопрочности сварных соединений и может быть рекомендовано только для условий работы при статической нагрузке с не очень большими напряжениями [5].
Для стали Х17Н2 мартенситно-ферритного класса применяются следующие способы сварки:
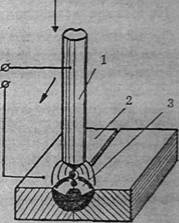
– ручная дуговая сварка покрытыми электродами
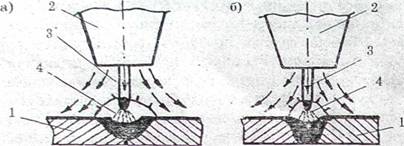
– в защитных газах (углекислый газ).
– Электрошлаковая сварка
Наибольшее распространение имеют сварочные электроды и проволоки, обеспечивающие получение аустенитного наплавленного металла электроды типа ЭА-898/21 и АНВ-2 (ОК 61.41) ГОСТ 10052-75 при РД с марками проволоки электродного стержня Св-08Х19Н10Б и Св-08Х18Н2ГТ применяется электродные проволоки Св-08Х18Н2ГТ и Св-08Х14ГНТ ГОСТ 2246-70. Используются флюсы плавленые для сварки и наплавки АН-17, АН-18 ГОСТ 9087-81 [1]
Сварные соединения мартенситно–ферритных сталей должны быть подвергнуты термическому отпуску для "смягчения" структур закалки и снятия остаточных напряжений.
Похожие работы
... , при обработке металлов давлением. Экспериментальные исследования процессов пластической деформации металла в зоне формирования соединения при контактной точечной сварке по этой методике проводятся на натурных образцах с предварительно нанесенной координатной сеткой, технология изготовления которых предложена и описана в работе [128]. При исследованиях пластических деформаций в плоскостях ...
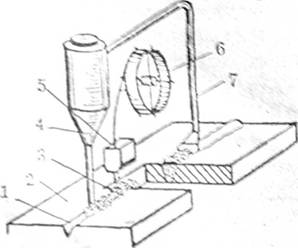
... серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной от 2 до 100 мм. Под флюсом сваривают углеродистые и легированные стали, медь, алюминий и их сплавы. Автоматическая сварка широко применяется в котло-строении, судостроении, производстве сварных труб и других отраслях машиностроения и строительства. Она является одним из основных звеньев ряда ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...

... геометрией резания инструмента, глубиной резания, подачей, охлаждением, устойчивостью изделия и инструмента. Металлорежущие станки, их классификация и условные обозначения Машины, предназначенные для обработки резанием металлов, сплавов и других материалов, называются металлорежущими станками. Эти станки находят широкое применение во всех отраслях народного хозяйства. Металлорежущие станки ...
0 комментариев