Навигация
2.2 Выбор способа сборки
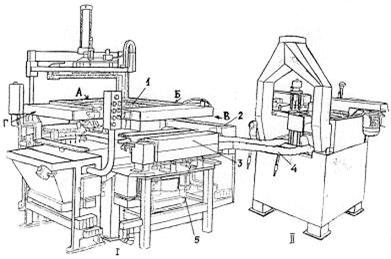
В зависимости от типа производства, особенностей конструкции и оснащенности сборочного цеха сборка может производиться на одном неподвижном месте, к которому подаются все детали и узлы, инструмент и приспособление, либо при перемещении изделия от одного рабочего места к другому: при этом на каждом рабочем месте устанавливается определенная деталь или узел. Кроме того, в зависимости от ранее указанных факторов, существует два вида сборки
- сборка конструкции из отдельных деталей - подетальная методом наращивания
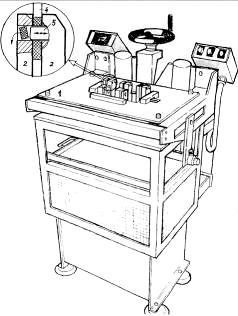
- сборка из отдельных узлов – поузловая, на которые расчленяют конструкцию. В серийном и массовом производстве сборка ведется на специальных сборочных стендах, или в специальных сборочно-сварочных приспособлениях. Они обеспечивают требуемое расположение входящих в узел деталей и точность сборки изготавливаемого узла в соответствии с требованиями и технических условий на сборку. Кроме того, сборочные приспособления обеспечивают сокращение длительности сборки и повышение точности сборки, и улучшение качества готовой сварной конструкции. Собираемые под сварку детали крепятся в приспособлениях и на стендах с помощью различного вида винтовых, рычажных, пневматических и других зажимов, также электродуговой сваркой прихватки. Данную сварную конструкцию, т.е. систему аварийного охлаждения активной зоны собирается по детальным способом, т.к. данная сварная конструкция состоит из отдельных деталей: фланца, обечайки, патрубков, перегородок и планок. Также данная сварная конструкция собирается на одном специальном рабочем месте, куда подаются специальные инструменты и детали данной сварной конструкции. Данная сварная конструкции собирается из деталей, которые в случае поломки нельзя заменить, так как сосуды системы аварийного охлаждения активной зоны требует свойство герметичности, что усложняет ремонт данной сварной конструкции. Сначала устанавливаем обечайку на ролико-опорный стенд, подводим днище за проушину к обечайки и привариваем винтовую стяжку к обечайке, и днищу чтобы установить зазор под сварку. После сварки обечайки с днищем подводим за проушину и устанавливаем фланцы и патрубки, выставляем зазоры, с помощью упоров из листового профиля прихватками закрепляем к обечайке или днищу.
2.3 Выбор и технико-экономическое обоснование выбора способа сварки
Данная сварная конструкция, т.е. система аварийного охлаждения активной зоны, сваривается автоматической сваркой под флюсом. При выборе способа сварки проводят экономическое сравнение. Для этого производят расчеты стоимости сварки одного погонного метра наплавленного металла по тем показателям, которые зависят от способа сварки. Такое сравнение стоимости одного погонного метра наплавленного металла при различных способах сварки даст возможность сделать вывод о применении наиболее экономичного способа сварки. Для сварки данной сварной конструкции применяют два способа сварки: полуавтоматическую в среде углекислого газа и автоматическую сварку под флюсом. Определим стоимость одного погонного метра шва при этих двух способах сварки. Определяем площадь сечения шва при автоматической сварке
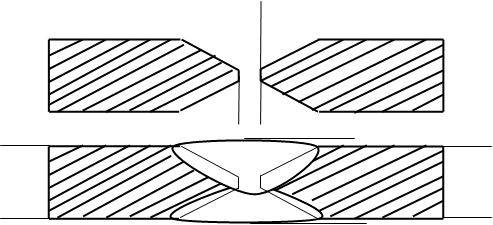
Рисунок 1
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
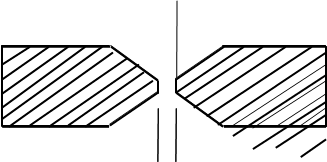
В соответствии с ГОСТ 14771-79 для металла толщиной 36 мм применимо по технологическим данным стыковых соединений С25:
Определяем площадь сечения шва при полуавтоматической сварке в углекислом газе,
 | |||
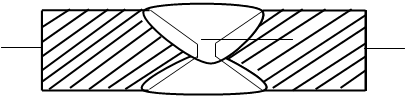 | |||
Рисунок 2
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
![]() ,
,
![]() ,
,
![]() ,
,
![]() .
.
Определяем стоимость сварочных материалов. Для этого необходим расход сварочных материалов при двух способах. При автоматической сварке под флюсом стали 20К применяем проволоку Св-08А и флюса АН-22. При полуавтоматической Св – 08А.
Расчет расхода сварочной проволоки при полуавтоматической сварке в углекислом газе, кг
![]()
где ![]() -масса проволоки;
-масса проволоки;
![]() -масса наплавки .
-масса наплавки .
![]()
Расчет расхода сварочной проволоки при автоматической сварке под флюсом, кг
![]()
где ![]() -масса проволоки;
-масса проволоки;
![]() -масса наплавки.
-масса наплавки.
![]()
Масса наплавленного металла на 1 погонный метр при автоматической сваркой под флюсом шва находиться по формуле, кг/м
![]()
где ![]() -плотность наплавленного металла (для стали 7,8 г/
-плотность наплавленного металла (для стали 7,8 г/ ![]() )
)
-при автоматической сварке под флюсом:
![]()
-при полуавтоматической сварке в углекислом газе:
![]()
Коэффициент расхода проволоки при автоматической сварке под флюсом ![]() =1,02; при полуавтоматической сварке в углекислом газе
=1,02; при полуавтоматической сварке в углекислом газе ![]() = 1,12.
= 1,12.
Расход флюса определяется по расходу проволоки и коэффициенту расхода флюса ![]() и на 1 погонный метр составляет кг/м
и на 1 погонный метр составляет кг/м
![]() ,
,
При сварке стыковых соединений со скосом кромок применяют ![]() =1,2.
=1,2.
Тогда расход флюса на 1 погонный метр шва составит:
![]()
Расход углекислого газа Нr находится из соотношения, л
![]() ,
,
где q – удельный расход газа, л/мин;
To – основное время сварки одного погонного метра шва;
Lшв – длина шва, м;
1,2 – коэффициент, учитывающий расход газа при настройке и продувке шлангов.
Согласно режимам полуавтоматической сварки в углекислом газе удельный расход газа равен 15 л/мин.
Рассчитаем основное время полуавтоматической сварки в среде углекислого газа одного погонного метра шва рассматриваемого продольного стыка рамы по формуле или определим по нормативной документации, мин
![]()
-при полуавтоматической в среде защитного газа:
![]()
-при автоматической сварке под слоем флюса:
![]()
Тогда расход углекислого газа на один погонный метр составит, л
![]() ,
,
![]() .
.
Один килограмм углекислоты дает 509 литров углекислого газа. Исходя из этого, расход углекислоты на сварку одного метра шва составит, кг
![]() ,
,
![]() .
.
Стоимость сварочных материалов определяется, исходя из расходов их и цены за килограмм. Цена проволоки СВ-08А диаметром 5 мм, за одну тонну составит 70000 рублей, следовательно, 1 килограмм проволоки равен 70 рублей.
Тогда стоимость сварочной проволоки Сп составит, руб
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
-при сварке в среде углекислого газа:
![]()
![]()
Цена одного килограмма углекислоты 15 рублей, тогда стоимость газа составит, руб
![]() ,
,
![]() .
.
Стоимость сварочных материалов автоматической сварке. Цена флюса составит 40 руб/кг, тогда стоимость флюса на один погонный метр шва составит, руб
![]() ,
,
![]() .
.
Определяем основную заработную плату сварщика, выполняющего 1 погонный метр шва. Примем разряд работы при обоих способах сварки – четвертым. При этом часовая тарифная ставка рабочего сварщика составляет 50 рублей час, а норма штучного времени сварки одного погонного метра шва при полуавтоматической сварке и автоматической под флюсом рассчитывается по формуле, мин
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
-при сварке в среде углекислого газа:
![]() ,
,
![]() .
.
или определяем по нормативам.
Основная заработная плата определяется по формуле, руб
![]()
Тогда основная заработная плата сварщика, выполняющего, один погонный метр шва составит:
-при полуавтоматической сварке в среде углекислого газа:
![]() ,
,
![]() .
.
-при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
Амортизационные отчисления и расходы на текущий ремонт устанавливаются в процентах от удельной стоимости оборудования, принятого для выполнения полуавтоматической сварки в среде углекислого газа – ПДГ-508 с горелкой А-1231-5Г2 и источником питания ВДУ-506, а для автоматической сварке под флюсом А – 1416 и источник питания КИУ 1201.
Стоимость автомата ПДГ-508 в комплекте с источником питания ВДУ-506 и горелкой А-1231-5Г2 составит 67760 рублей, а стоимость автоматической сварке под флюсом А – 1416 и источник питания КИУ 1201 составит 600000 рублей. Для нахождения удельной стоимости оборудования, отнесенной к одному погонному метру сварки, необходимо знать производительность поста сварки. Действительный годовой фонд времени работы оборудования 3975 часов, коэффициент использования поста – 0,8. Тогда производительность поста полуавтоматической сварки определяем по формуле:
![]()
Тогда производительность поста сварки при сварке под флюсом
![]() ,
,
![]() .
.
при сварке в углекислом газе:
![]() ,
,
![]() .
.
Удельная стоимость оборудования определяется по формуле:
![]()
И составит при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической в среде углекислого газа:
![]() ,
,
![]() .
.
Коэффициент 1,08 учитывает транспортные, заготовительно-складские расходы и расходы по монтажу сварочного оборудования устанавливаются в зависимости от цены единицы оборудования.
Нормы амортизационных отчислений и расходов на текущий ремонт сварочного оборудования составляет 34,2% и 10%.
Определяем амортизационные отчисления и расходы на текущий ремонт, отнесенные к одному погонному метру сварки:
![]()
Указанные расходы составят при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической сварке в углекислом газе:
![]() ,
,
![]() .
.
Определяем стоимость расходуемой при сварке электроэнергии по удельному расходу и массе наплавленного металла. Удельный расход электроэнергии при полуавтоматической сварке на постоянном токе 5-6 кВт×час/кг.
Цена одного кВт×час устанавливается по заводским данным. Цена одного кВт×час равна 4 рублям, стоимость энергии, расходуемой, на один погонный метр шва составит, руб
при автоматической сварке под флюсом:
![]() ,
,
![]() .
.
при полуавтоматической сварке в углекислом газе:
![]() ,
,
![]() .
.
Результаты расчетов сводим в таблицу 4
Таблица 4
| Статья расходов | Расходы, руб | |
| При полуавтоматической сварке | При автоматической сварке под флюсом | |
| Стоимость сварочной проволоки | 224 | 245 |
| Стоимость углекислого газа Заработная плата | 2,1 7,9 | - 5,9 |
| Амортизационные отчисления и расходы на текущий ремонт | 3,2 | 28 |
| Стоимость электроэнергии | 4,8 | 9,2 |
| ИТОГО | 242 | 288,1 |
Расчет показал, что себестоимость одного погонного метра сварки ниже при полуавтоматической в среде углекислого газа, но все равно мы выбираем автоматическую сварку под флюсом т.к. при выполнении годовой программы выпуска целесообразней использование АСФ, кроме того она имеет следующие преимущества: при АСФ уменьшается скорость охлаждения по сравнению с РДС; больше удаляется газов из металла шва и сплывают шлаковые включения шва; металлы имеющие мелкозернистую структуру более стойким к образованию трещин; имеет лучшие прочные свойства по этому добавление элементов модификаторов Al,Ti,V может измельчить структуру зерна; расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество шва.
Похожие работы
... сварку). Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали. Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, ...

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... “, в качестве источников тока используются преобразователи тока фирмы “Digatron”. Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля. Изготовление стартерных батарей осуществляется в следующей последовательности: 1–– литейный участок – для отлива сдвоенных электродных пластин; 2–– производство порошка оксида свинца; 3–– приготовление паст; ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...
0 комментариев