Навигация
Проектирование сборочно-сварочных приспособлений, выбор обоснование выбора оборудования
41588
знаков
9
таблиц
2
изображения
2.8 Проектирование сборочно-сварочных приспособлений, выбор обоснование выбора оборудования
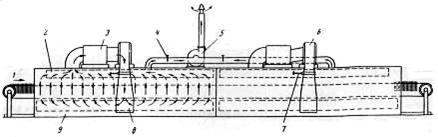
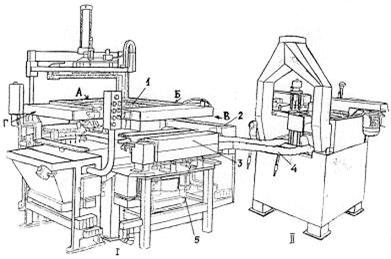
Выбор и проектирование сборочно-сварочных приспособлений производится в соответствии с предварительно избранными способами сборки и сварки узлов и в целом заданной сварной конструкции. Этот этап проектирования технологического процесса является одним из основных. Поэтому при разработке техпроцесса сборочно-сварочных работ на заданную сварную конструкцию необходимо установить рациональный, качественный и количественный состав требуемой оснастки и технологического оборудования. Данную сварную конструкцию, т.е. система аварийного охлаждения зоны, которая работает под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то нельзя допустить дефектов при сварке и сборке поэтому во время сборки проводят контроль и поэтому данную сварную конструкцию устанавливают на роликовый стенд, который позволит установить данную сварную конструкцию в нужном положении, что обеспечить быстроту и качество сварки. Роликовый стенд состоит из: роликов; сварочной головки для АСФ; тележки; подъемный балкон.
2.9 Выбор методов контроля заданной сварной конструкции
Контроль необходим для предупреждения появления дефектов в швах, а также для определения качества готовых изделий. Контроль производится перед сваркой, в процессе ее и после сварки изделия или узла. Перед сваркой проверяют качество исходных материалов, правильность выбора сварочного оборудования, газовых и электрических приборов – эту стадию называют предварительным контролем. При сварке проверяют правильность выполнения отдельных операций соблюдение режимов сварки и соблюдение заданного порядка наложения швов. Систематически проверяют исправность оборудования – эту стадию называют операционным контролем в процессе сварки. По сварки проверяют качество швов готового изделия – эту операцию называют окончательным. Основные критерии, которые должны быть приняты во внимание при назначении контроля:
-категория ответственности соединений или изделий;
-недопустимость дефектов, рассчитываемая на основе анализов прочности и надежности соединений;
-допустимый уровень дефектов, назначаемый исходя из эксплуатационных и технологических условий группы ответственности изделия;
-чувствительность метода контроля;
-производительность контроля;
-стоимость контроля.
Так как данная сварная конструкция является ответственной конструкцией, применим радиационный метод контроля - это даст возможность точно определить наличие сварных дефектов. Для данной сварной конструкции выбираем УЗК-контроль. Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 - 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 - 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиванием сварных соединений рентгеновским или гамма-излучением.
Для данной конструкции используем дефектоскоп УД2-102 "Пеленг". Этот дефектоскоп используют для контроля сплошности сварных соединений труб, котлов и других металлоконструкций. Прибор позволяет:
- работать в опасных условиях и в труднодоступных местах, на высоте и в при низких температурах (взрывозащищенное исполнение, рабочая температура до -30°С, масса со встроенными аккумуляторами 2 кг);
- снизить вероятность пропуска дефектов (шестиступенная ручная регулировка ВРЧ, В-развертка, режим одновременного выравнивания чувствительности);
- повысить производительность и облегчить работу оператора (создание до 100 настроек: режим индикации распространения ультразвуковых колебаний в контролируемом изделии);
- документировать результаты контроля (протокол В-развертки и протокол А-развертки.)
Прибор позволяет выявлять внутренние дефекты в широкой номенклатуре изделий из металла, пластмасс и др. материалов со скоростью распространения ультразвуковых колебаний 300-9999 м/с. С помощью дефектоскопа возможно определение уровня различных жидкостей в емкостях. Для удобства пользователей в дефектоскопе есть таблица скоростей распространения ультразвуковых колебаний для большого количества твердых материалов и жидких сред. При этом автоматически выбирается значение скорости для определенного типа волны. Также у оператора имеется возможность коррекции предлагаемого дефектоскопом значения.
Похожие работы
... сварку). Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали. Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, ...

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... “, в качестве источников тока используются преобразователи тока фирмы “Digatron”. Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля. Изготовление стартерных батарей осуществляется в следующей последовательности: 1–– литейный участок – для отлива сдвоенных электродных пластин; 2–– производство порошка оксида свинца; 3–– приготовление паст; ...
... Рабочие колеса не должны иметь износа лопаток и дисков от коррозии и эрозии более 25% от их номинальной толщины. Изгиб лопаток не допускается. 4.2.2 Ведомость дефектов на ремонт центробежного насоса Таблица 4.3 - Ведомость дефектов на ремонт насоса Наименование узлов и деталей подлежащих ремонту Характер неисправности Метод устранения Необходимые материалы Наименование Кол-во Ед. ...
0 комментариев