Навигация
Выбор рационального способа восстановления детали
34384
знака
10
таблиц
4
изображения
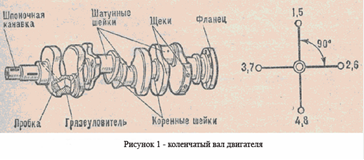
5. Выбор рационального способа восстановления детали
Как правило, изношенные поверхности деталей могут быть восстановлены несколькими способами. В каждом конкретном случае необходимо выбрать самый рациональный из них для обеспечения наилучших экономических показателей. Это зависит от конструктивно-технологических характеристик детали (формы, размера, материала, термообработки, поверхностной твердости и шероховатости), условий ее работы (характера нагрузки, рода и вида трения) и величины износа, а также стоимости восстановления.
Для учета названных факторов рекомендуется последовательно использовать три критерия:
1) технологический критерий, или критерий применимости;
2) технический критерий (критерий долговечности);
3) технико-экономический критерий (отношение себестоимости восстановления к коэффициенту долговечности).
Первый учитывает, с одной стороны, особенности поверхностей, а с другой – технологические возможности способов восстановления. После выявления возможных способов, исходя из технологических соображений, применяют технический критерий, то есть отбирают те методы, которые обеспечивают наибольший последующий межремонтный ресурс этих поверхностей. Эта оценка производится по коэффициенту долговечности КД, который в общем случае представляет собой функцию трех других коэффициентов:
КД=f (КИ КВ КСЦ), (6)
где КИ – коэффициент износостойкости,
КВ – коэффициент выносливости,
КСЦ – коэффициент сцепляемости,
f – поправочный коэффициент, учитывающий фактическую работоспособность восстановления деталей в условиях эксплуатации (f = 0,8…0,9). Для количественной оценки критерия долговечности необходимо иметь информацию по техническим ресурсам детали. Получение этих данных в процессе эксплуатации машин занимает много времени. К тому же не представляется возможным выявить основные физико-химические свойства восстановленных и новых деталей, которые определяют их долговечность. При получении указанных параметров на практике применяют методы ускоренных лабораторно-стендовых испытаний на надежность. Чтобы получить достоверную информацию, необходимо проводить испытания соответствующих деталей и соединений при одинаковых режимах нагрузки, скоростях относительного скольжения, температурах рабочих поверхностей и смазочных материалах. Оптимальным признается способ, имеющий минимальный технико-экономический показатель, равный отношению себестоимости восстановления к коэффициенту долговечности:
![]() (7)
(7)
где СВ – себестоимость восстановления поверхности, руб.;
КД – коэффициент долговечности восстанавливаемой поверхности.
Себестоимость восстановления СВ определяется из выражения:
СВ = СУ S (8)
где СУ – удельная себестоимость восстановления, руб./дм2;
S – площадь восстанавливаемой поверхности, дм2.
У коленчатого вала поверхности шатунных и коренных шеек могут быть восстановлены следующими способами: вибродуговая наплавка в жидкости, двухслойная наплавка под легирующим слоем флюса, плазменная металлизация, наплавка под легирующим флюсом по оболочке.
Предварительно отобранные методы восстановления для изношенных поверхностей сравниваются по значению технико-экономического показателя и сводятся в таблицу 8.
Таблица 8-Технико-экономическая характеристика способов восстановления шатунных шеек, шеек под шестерню и коренных.
| № де-фекта | Наименова-ние дефекта | Характеристика способов восстановления | Коэф. долго-вечнос-ти | Уд. себе-стоимость, Су, руб./дм | Площадь восстанов-ления, дм2 | Технико-экономч. показа-тель, Св/Кд, руб. |
| 1 | Износ поверхности шатунных шеек | Вибродуговая наплавка в жидкости | 0,53 | 17 | 3,918 | 125,66 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 3,918 | 117,5 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 3,918 | 117,5 | ||
| 2 | Износ поверхности шейки под шестерню | Вибродуговая наплавка в жидкости | 0,53 | 17 | 0,6049 | 19,4 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 0,6049 | 12,85 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 0,6049 | 12,85 | ||
| 3 | Износ поверхности коренных шеек | Вибродуговая наплавка в жидкости | 0,53 | 17 | 3,297 | 105,75 |
| Двухслойная наплавка под слоем флюса | 0,80 | 24 | 3,297 | 98,91 | ||
| Наплавка под легирующим флюсом по оболочке | 0,80 | 24 | 3,297 | 98,91 |
Несмотря на одинаковые технико-экономические показатели последних двух способов, наиболее приемлемым является способ под легирующим слоем флюса по оболочке.
Достоинство этого способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене оборудование.
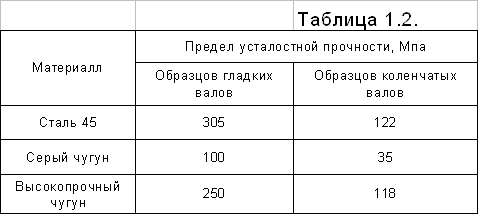
При испытании на усталостную и статическую прочность на машине УП-50 конструкции ЦНИИМАШ, лучшими характеристиками обладали образцы, восстановленные именно этим способом.
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
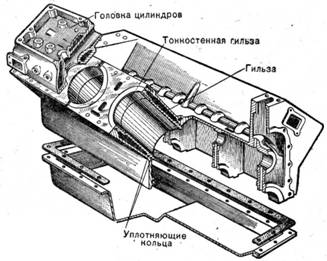
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев