Навигация
Расчет режимов механической обработки нанесенного покрытия
34384
знака
10
таблиц
4
изображения
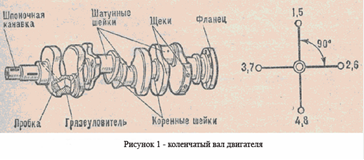
7 Расчет режимов механической обработки нанесенного покрытия
Расчёт шлифовальной операции
Механическая обработка покрытий, наносимых на изношенные поверхности, является завершающей операцией в технологии восстановления деталей. Шлифование применяют, если твердость обрабатываемой поверхности больше HRC 35 – 40 или нужно получить высокую точность обработки и малую шероховатость. В таблице 9 приведены режимы шлифования восстанавливаемых поверхностей.
Таблица 9 – Режимы шлифования восстанавливаемых поверхностей
| Способ восстановления | Вид обработки | Материал и характеристики шлифовального круга | Режим обработки | |||
| Ско-рость враще-ния круга VК, м/с | Скорость вращения детали, VД, м/мин | Про-дольная подача камня, м/мин | Глуби-на реза-ния, мм | |||
| Наплавка под слоем флюса | Черно-вая | Нормальный электрокорунд зернистость 40…50, твердость СТ – СТ1, связка керамическая | 25 – 30 | 10 – 15 | 0,7 – 1,2 | 0,01 – 0,05 |
| Чисто-вая | Белый электро-корунд, зернистость 25…40, твердость СМ1 – СМ2, связка керамическая | 30 – 32 | 12 – 15 | 0,4 – 0,7 | 0,008–0,015 | |
Используется кругло – шлифовальный станок 3Б161.
Выбран шлифовальный круг – ЭСТ (60) К.
Диаметр круга Dк – 600 мм;
Ширина круга Вк – 20 мм;
Расчёт шлифовальной операции проведём на примере чернового шлифования шатунных шеек.
Определим расчетную скорость шлифования:
![]() , (20)
, (20)
где Dд – диаметр шлифуемой поверхности, Dд = 62,9 мм;
Т – стойкость шлифовального круга, примем Т = 40 мин.;
t – глубина шлифования;
β – расчетный коэффициент шлифования, β = 0,35.
![]() .
.
Расчётная частота вращения детали:
![]() , (21)
, (21)
![]() .
.
Продольную подачу камня принимаем Sк = 0,7 м/мин.
Скорость вращения шлифовального круга:
![]() , (22)
, (22)
где Dк – диаметр шлифовального круга, мм;
nх – частота вращения шлифовального круга. Принято по паспортным данным станка nх = 1200 об/мин.
![]() .
.
Скорость перемещения стола:
![]() (23)
(23)
где Sпр – перемещение обрабатываемой детали вдоль ее оси за один оборот;
где Вк – ширина шлифовального круга, мм;
![]() ,
,
![]() .
.
Полученное значение Vc = 0,39 мм/мин находится в пределах скоростей перемещения стола, указанных в паспортных данных выбранного станка.
Основная нагрузка при шлифовании приходится на черновое шлифование. Определим потребную мощность на вращение шлифовального круга.
Эффективная мощность на вращение шлифовального круга:
![]() , (24)
, (24)
Рz – тангенциальная сила резания.
![]() , (25)
, (25)
![]() ,
,
![]()
Потребная мощность:
![]() , (26)
, (26)
где η – КПД шлифовального станка. Принято η = 0,75.
![]() кВт
кВт
Мощности выбранного станка достаточно для чернового шлифования на выбранных режимах.
Расчет коренных шеек и шеек под шестерню произведен аналогично. Полученные результаты внесены в таблицу 10
Таблица 10 – Режимы механической обработки коленчатых валов
| Наименова-ние операции | Vд, м/мин | nд, об/мин | VK, м/мин | Vc, м/мин | Sпр, мм/об | NПМ, кВт |
| Черновое шлифование шатунных шеек | 11 | 56 | 2,261 | 0,392 | 7 | 2,9 |
| Чистовое шлифование шатунных шеек | 18,1 | 95 | 2,261 | 0,665 | 7 | |
| Черновое шлифование коренных шеек | 11,5 | 50 | 2,261 | 0,385 | 7 | 2,2 |
| Чистовое шлифование коренных шеек | 19 | 85 | 2,261 | 0,6 | 7 | |
| Черновое шлифование шеек под шестерню | 9,82 | 73 | 2,261 | 0,51 | 7 | 2 |
| Чистовое шлифование шеек под шестерню | 15,4 | 108 | 2,261 | 0,74 | 7 |
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
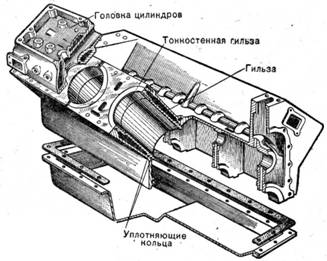
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев