Навигация
Расчет основных режимов нанесения покрытия
34384
знака
10
таблиц
4
изображения
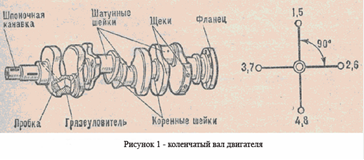
6 Расчет основных режимов нанесения покрытия.
6.1 Сущность способа восстановления наплавкой под легирующим флюсом по оболочке.
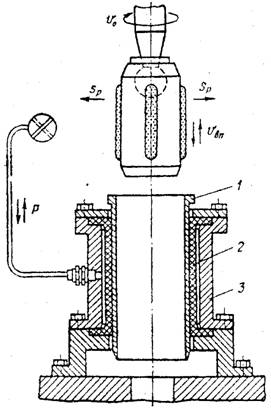
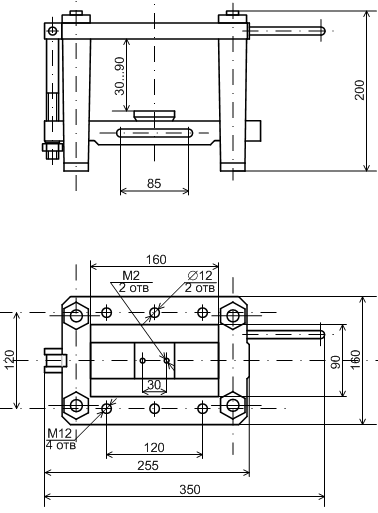
Сущность способа заключается в следующем. Деталь обвертывают металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку под флюсом непосредственно по металлической оболочке.
Технические требования при наплавке под легирующим флюсом по оболочке:
- твердость шеек после наплавки HRC 56-62;
- масляные каналы и грязеуловители должны быть очищены;
- овальность и конусность шеек не более Ra 0,2-0,4;
- биение средней коренной шейки относительно крайних не более 0,02 мм;
- не параллельность осей шатунных и коренных шеек не более 0,012 мм.
При наплавке выбираем проволоку Св.-08, ГОСТ-2246-70; флюс АН-348-А, ГОСТ-9087-69 по оболочке.
6.2 Разработка режимов восстановления
Основные режимы наплавки.
Сварочный ток выбираем по эмпирической формуле:
![]() , (9)
, (9)
где D - диаметр детали, мм.
Для шатунных и коренных шеек, с диаметром 60 мм и 70 мм соответственно, сварочный ток принимаем:
Iсв = 40 (3,91…4,12) = 156,4…164,8 А
Принимаем Iсв = 160 А.
Напряжение при наплавке принимаем U = 20…21 В.
Диаметр проволоки dпр = 1,6 мм.
Для шейки под шестерню, с диаметром 40 мм, сварочный ток принимаем:
Iсв = 40·3,41 = 136,4 А
Принимаем Iсв = 140 А.
Напряжение при наплавке принимаем U = 18…20 В.
Диаметр проволоки dпр = 1,2 мм.
Скорость наплавки определяется по формуле:
![]() , м/ч, (10)
, м/ч, (10)
где αН – коэффициент наплавки, г/А·ч (при наплавке постоянным током обратной полярности αН = 10 - 12 г/А·ч);
I – сила тока, А;
h – толщина наплавляемого слоя, мм;
S – шаг наплавки, мм;
γ – плотность электродной проволоки, г/см3 (γ = 7,85 г/см3).
Скорость наплавки
для шатунных шеек:
![]() м/ч,
м/ч,
для коренных шеек:
![]() м/ч,
м/ч,
для шеек под шестерню:
![]() м/ч.
м/ч.
Принимаем скорость наплавки VН = 29…32 м/ч.
Частота вращения детали:
![]() , мин-1, (11)
, мин-1, (11)
где d – диаметр детали, мм.
Частота вращения вала:
для шатунных шеек:
![]() мин-1,
мин-1,
для коренных шеек:
![]() мин-1,
мин-1,
для шеек под шестерню:
![]() мин-1.
мин-1.
Выбираем частоту вращения вала n = 2…4 мин-1.
Скорость подачи электродной проволоки:
![]() , м/ч, (12)
, м/ч, (12)
где dПР – диаметр электродной проволоки, мм.
Скорость подачи электродной проволоки:
для шатунных и коренных шеек:
![]() м/ч,
м/ч,
для шеек под шестерню:
![]() м/ч.
м/ч.
Шаг наплавки определяется из соотношения:
S = (2…2,5)dПР, мм (13)
S = 3,5 мм/об – для шатунных и коренных шеек.
S = 2,64 мм/об – для шеек под шестерню.
Смещение электрода определяется из соотношения:
l = (0,05…0,07)d, мм (14)
где d – диаметр детали, мм.
l = 3 мм – для шатунных шеек.
l = 3,5 мм – для коренных шеек.
l = 2 мм – для шеек под шестерню.
Вылет электрода определяется из соотношения:
δ = (10…12)dПР, мм. (15)
δ = 17,6 мм – для шатунных и коренных шеек.
δ = 13,2 мм – для шеек под шестерню.
Толщина покрытия h определяется из соотношения:
h =![]() + z1 + z2, мм (16)
+ z1 + z2, мм (16)
где И – износ детали, мм (берём средний из 50 износов);
z1 – припуск на обработку перед покрытием на сторону (z1 = 0,1…0,3 мм);
z2 – припуск на механическую обработку после нанесения покрытия на сторону, мм. Определяется согласно табл. 9 [1].
hШШ = 1,97 мм;
hКШ = 1,84 мм;
hШПШ = 1,458 мм,
hШШ, hКШ, hШПШ – соответственно толщина покрытия для шатунных шеек, коренных шеек и шеек под шестерню.
Норма времени на выполнение наплавочных работ определяется по формуле:
ТН = Т0 + ТВС + ТДОП + ![]() , (17)
, (17)
где Т0 – основное время, определяется по формуле:
![]() , мин, (18)
, мин, (18)
где l – длина наплавляемого участка детали, мм; n – количество наплавляемых деталей, шт. (в учебных целях n = 7…12 штук).
Для шатунных шеек:
![]()
Для коренных шеек:
![]()
Для шеек под шестерню:
![]()
ТВС – вспомогательное время наплавки, мин. (в учебных целях принимается 2 – 4 мин.);
ТДОП – дополнительное время, определяется по следующей формуле:
![]() , мин, (19)
, мин, (19)
где К = 10…14 % - коэффициент, учитывающий долю дополнительного времени от основного и вспомогательного.
Для шатунных шеек:
![]()
Для коренных шеек:
![]()
Для шеек под шестерню:
![]()
ТПЗ – подготовительно-заключительное время, мин (в учебных целях принимается 16…20 мин).
Норма времени на выполнение наплавочных работ для шатунных шеек:
![]()
Для наплавочной операции коренных шеек:
![]()
Для наплавочной операции шеек под шестерню:
![]()
Похожие работы
... восстановления чугунных коленчатых валов двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке приведена в табл. 2.1. Таблица 2.1. Технология Восстановления чугунного коленчатого вала двигателя ЗМЗ-53А автоматической наплавкой под легирующим флюсом по оболочке Материал - чугун магниевый высокопрочный ВЧ - 50-1,5 ...
... К ним относятся коэффициенты: износостойкости, выносливости, долговечности, сцепляемости, микротвердость. Технические и технологические возможности различных способов восстановления коленчатых валов автомобиля ЗИЛ – 130 и рекомендуемая область их применения приведены в Приложение 1 (Характеристика способов восстановления деталей автомобилей). Проанализировав вышеуказанное Приложение приходим к ...
... Наплавочные операции. Наплавка производится для все 3 дефектов. Наплавочная операция.1- наплавка коренной шейки. Станок IK62, наплавочная головка ОКС-65-69 в среде СО2 Содержание операции. Деталь—коленчатый вал Автомобиля ГАЗ-53А Материал—Чугун ВЧ 40-0 Твердость-- НВ241…285 Масса—до 15 кг, 1. Установить деталь 2. Наплавить поверхность 1 ( Д1 ) Ш 85,61 → Ш 87,61 (при L=42) Наплавить ...
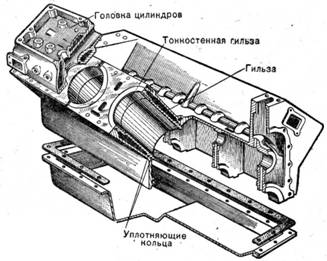
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
0 комментариев