Навигация
Технологический процесс и технологическая схема производства полимерных труб
26535
знаков
3
таблицы
0
изображений
Технологический процесс и технологическая схема производства полимерных труб
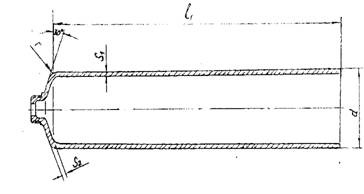
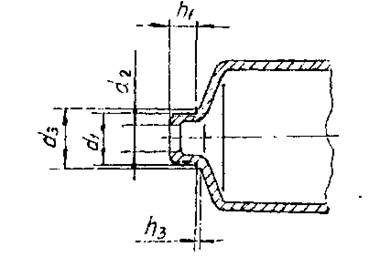
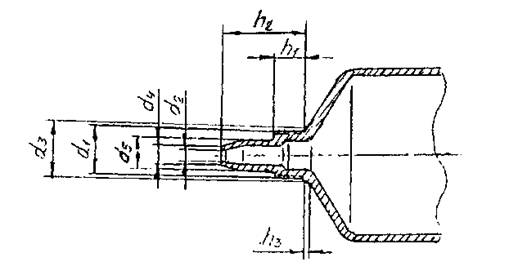
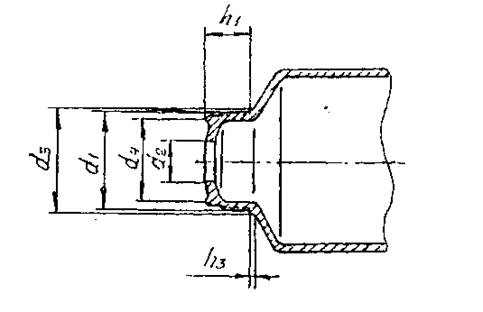
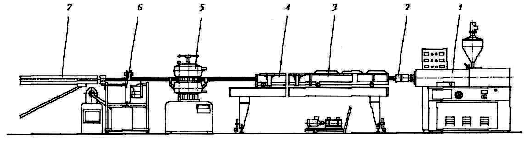
Изготовление полиэтиленовых туб осуществляется путем выдавливания рукавной заготовки через кольцевую щелевую головку с последующей вакуумной калибровкой в экструзионных агрегатах фирмы АН ХАРНГ КО ЛТД, порезкой трубчатой заготовки на отрезки заданной длинны (корпус туб), формирование головки туб с приформовкой их к корпусу методом литья под давлением на вертикальных литьевых машинах модели СС-32SBD и CC-36SBD, обработкой корпуса тубы коронным разрядом, нанесением на него многоцветной печати офсетным способом, структурированием (отверждением) типографских красок путем фотохимической полимеризации, лакированием печатного изображения, сушкой лака в сушильной камере, с последующим сверлением отверстия в головке тубы на сверлильном станке, навинчиванием бушонов и, если это предусмотрено дизайном тубы, декорированием путем горячего тиснения.
Технологическая схема производства полиэтиленовых туб состоит из следующих стадий
1. Подготовка и загрузка сырья.
2. Приготовление композиций.
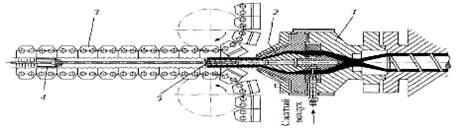
3.Экструзия полиэтилена с формированием рукавной заготовки.
4.Вакуумная калибровка рукава, вытяжка его, охлаждение, разрезка трубчатой заготовки на корпуса.
5. Формирование головки туб с приформовкой их к корпусу методом литья под давлением.
6. Обработка корпусов туб коронным разрядом, нанесение многоцветной печати, структурирование (отверждение) печатных красок фотохимической полимеризацией.
7. Лакирование печатного изображения и сушка лака
8. Сверление отверстия в головках туб.
9. Навинчивание бушонов на головку тубы.
10. Декорирование туб путем горячего тиснения.
11. Упаковка готовой продукции, транспортировка ее на склад и хранение.
12. Переработка отходов производства.
Рассмотрим детально все этапы.
Сырье на завод поступает на машинах в мешках. С машин сырье перегружается на электрокары или подъемник и доставляется на склад хранения сырья.
Растаривается сырье в мешках вручную. При организации узла растарки допускается доставка сырья на завод в полимеровозах.
Склад сырья и узел растарки располагаются отдельно и предназначены для временного хранения сырья.
Перед использованием сырья в производстве оно должно быть выдержано в цехе не менее 24часов.
1. Подготовка и загрузка сырья
Растаривается сырье в мешках вручную.
В зависимости от вида выпускаемой тубы композиция для экструзии и литья под давлением может состоять из одной марки полиэтилена, либо из смеси различных марок полиэтилена с введением в композицию пигментов, суперконцентратов красителей, модифицирующих и скользящих добавок, дополнительных стабилизаторов или вторичного сырья. Перед приготовлением композиций растаренное сырье должно быть доставлено на участок приготовления композиций.
2. Приготовление композиций
Смешение компонентов композиции осуществляется в смесителе типа «пьяная бочка».
Загрузка компонентов композиции осуществляется путем весового или объемного дозирования на основании технологической карты, в которой указан состав приготавливаемой композиции.
Композиция требуемого состава должна быть приготовлена в количестве, необходимом для выполнения заказа на данный вид тубы. Приготовление композиции должно осуществляться централизованно, при строгом соблюдении рецептур загрузки.
Контроль осуществляет сменный мастер.
Время смешения компонентов в смесителе 15-20 мин при комнатной температуре.
Приготовленные композиции из смесителя «пьяная бочка» выгружаются в шлюзовые хранилища вручную или с помощью пневмотранспорта.
Составы композиций для приготовления различных видов туб приведены в таблице 1.
Таблица 1
| № тубы | Характерис-тика тубы | Диаметр | Содержание ингредиентов, масс. % | ||||
| ПЭВД | ПЭНД | Концентрат пигмента | Полимерный модификатор | Скользящая добавка | |||
| 1М | мягкая | 25 | 100 | - | 0-3 | - | 0-3 |
| 2М | -/- | 30 | 100 | - | 0-3 | - | 0-3 |
| 3М | -/- | 35 | 100 | - | 0-3 | - | 0-3 |
| 4М | -/- | 40 | 100 | - | 0-3 | - | 0-3 |
| 5М | -/- | 50 | 100 | - | 0-3 | - | 0-3 |
| 1С | средняя | 25 | 70 | 30 | 0-3 | 15 | 0-3 |
| 2С | -/- | 30 | 70 | 30 | 0-3 | 15 | 0-3 |
| 3С | -/- | 35 | 70 | 30 | 0-3 | 15 | 0-3 |
| 4С | -/- | 40 | 70 | 30 | 0-3 | 15 | 0-3 |
| 5С | -/- | 50 | 70 | 30 | 0-3 | 15 | 0-3 |
| 1Ж | жесткая | 25 | 40 | 60 | 0-3 | 25 | 0-3 |
| 2Ж | -/- | 30 | 40 | 60 | 0-3 | 25 | 0-3 |
| 0-33Ж | -/- | 35 | 40 | 60 | 0-3 | 25 | 0-3 |
| 4Ж | -/- | 40 | 40 | 60 | 0-3 | 25 | 0-3 |
| 5Ж | -/- | 50 | 40 | 60 | 0-3 | 25 | 0-3 |
Приготовленные композиции выгружаются из смесителя вручную или пневмотранспортом в шлюзовые накопители, из которых с помощью пневмотранспорта или вручную подаются в загрузочные бункеры экструдеров или литьевых машин.
Похожие работы
... вручную или с помощью пневмотранспорта. Составы композиций для приготовления различных видов труб приведены в таблице 8. Таблица 8 № трубы Характеристика трубы Диаметр Содержание ингредиентов, масс. % ПЭВД ПЭНД Концентрат пигмента Полимерный модификатор Скользящая добавка 1М мягкая 25 100 - 0-3 - 0-3 2М -/- 30 100 - 0-3 - 0-3 3М -/- 35 100 - 0-3 - 0-3 4М ...
... приведены в таблице 2.1. Таблица 2.1. Основные экономические параметры вариантов технологического процесса Варианты технологического процесса Себестоимость Руб. Тшт.к. Мин. Заводской технологический процесс 72.6 20.7 Технологический процесс №2 84.1 10,74 Технологический процесс №3 86.6 13.37 Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный ...

... стяжек и установочные размеры регламентируются ОСТ 13-78-79. Для изделия стяжка выбирается из каталога мебельной фурнитуры [ ]. 3. Разработка технологического процесса производства изделия 3.1 Описание технологического процесса Технологический процесс изготовления предложенной кровати несложен, трудоёмкость и материалоемкость имеют не большие показатели. Следовательно, кровать будет ...
... 2000 – №20, 2006 www.fips.ru с 1995 по 2006 года 1.3 Характеристика исходного сырья, вспомогательных материалов и готовой продукции Качественные показатели полиэтилена низкого давления марки 277–73 соответствуют ГОСТ 16338–85 [33, 34] и приведены в таблице 1.3. Таблица 1.3 № п/п Наименование показателя Значение показателей 1 Плотность, г/см3 0,958–0,964 2 Показатель ...
0 комментариев