Навигация
Характеристика производства полимерных труб и его технико-экономический уровень
15816
знаков
7
таблиц
4
изображения
Характеристика производства полимерных труб и его технико-экономический уровень
Производство полимерных труб включает следующие технологические операции:
входной контроль сырья и материалов;
изготовление корпуса трубы методом экструзии;
резка трубной заготовки для получения корпусов труб заданных размеров;
получение плечика трубы литьем под давлением с приформовкой их к корпусу трубы;
обработка поверхности труб коронным разрядом. Нанесение цветной печати на корпус труб.
Лакирование поверхности труб:
сверление отверстия в головках;
навинчивание бушонов;
декорирование поверхности труб тиснением;
контроль готовой продукции;
упаковка.
Трубы полимерные предназначены для упаковки пищевой и косметической продукции, средств бытовой химии и личной гигиены, медицинских мазей и кремов.
Для производства полимерных труб используется в основном полиэтилен различных марок и его сополимеры, а также различные добавки (СКП, модифицирующие).
Для производства труб могут быть использованы технологические отходы их производства, образуемые в процессе экструзии и литья путем добавки их в первичный материал в количестве до 30%. Добавке вторичного сырья должно предшествовать его измельчение.
Трубы полиэтиленовые изготавливаются из базовых марок полиэтилена высокого давления (низкой плотности) (ПЭВД) или смеси ПЭВД и полиэтилена низкого давления (высокой плотности) (ПЭНД) для цилиндрической части и ПЭНД для плечиков, предусмотренных технологическим регламентом в зависимости от назначения труб по заключенному договору с потребителем, или полиэтилена других марок с параметрами и характеристиками соответствующими базовым маркам.
Бушоны для труб изготавливаются из полипропилена, сополимеров пропилена, ПЭНД, соответствующих требованиям нормативной документации на трубы.
Базовые марки полиэтилена и полипропилена, рецептуры добавок, печатных красок, лаков и др. должны быть разрешены к применению Минздравом Украины.
Трубы полиэтиленовые выпускаются по ТУ У 25463020-02-99 "Трубы полиэтиленовые"
На поверхности корпусов труб должны быть отпечатаны красочные рисунки и текст в соответствии с оригиналом, представленным заказчиком и утвержденным в установленном порядке. На конце открытой части корпусов труб, по требованию заказчика, печатается метка из цветов оригинала вдоль труб для ее центрирования по рисунку при наполнении и укупоривании.
Для нанесения на трубы рисунка, текста и метки для центрирования должны применяться краски, выпускаемые по действующей нормативной документации.
На цилиндрическую часть трубы наносится бесцветная (прозрачная) лаковая пленка толщиной 3-5 мкм (обеспечивается технологически) для сохранения цветной печати и придания трубе гладкости и блеска. Лак должен соответствовать требованиям РТМ-27-72-15 или другой нормативной документации и иметь разрешение Минздрава Украины к применению для этих целей.
Трубы могут покрываться золотой и серебряной печатью с помощью горячего тиснения. Смещение отпечатка относительно основного рисунка не должно превышать 0,5 мм.
Бушоны должны быть навинчены на резьбовую часть трубы до упора. Не допускается проворачивание бушона.
Трубы с навинченными на них бушонами должны быть герметичными, не иметь свищей, сквозных порезов.
Комплектующие, сырье и материалы должны проходить входной контроль. Приемка должна производиться на основании паспортов или сертификатов поставщика, удостоверяющих качество.
Показатели свойств сырья, материалов, полуфабрикатов, имеющие принципиальное значение в технологическом процессе, должны контролироваться в лаборатории завода на их соответствие данным, указанным в паспортах и сертификатах на материал.
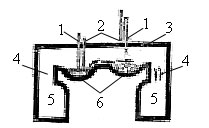
Размеры труб должны соответствовать размерам, указанным на рисунке 1 и в таблице 1 (основа трубы).
В зависимости от назначения согласно ТУ У 25463020-02-99 трубы выпускаются заводом следующих типов:
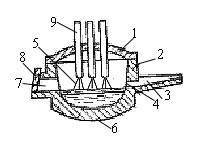
трубы типа АК с метрической резьбой (рисунок 2);
трубы типа ВК с инжекционным наконечником (рисунок 3);
трубы типа СК с трапецеидальной резьбой (рисунок 4).
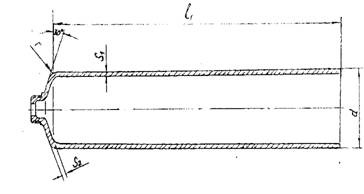
Рис.1
Таблица 1
| Номинальный диаметр | Наружный диаметр d ±0,2 | Длина трубы l | Толщина Стенки, S1 ±0,03 | Толщина плечика S2 ±0,2 | Радиус г |
| 13,5 | 13,7 | до90±1 | 0,4 | 1,0 | 2 |
| 16 | 16,2 | до 100±1 | 0,4 | 1,2 | 2 |
| 19 | 19,2 | до 120±1,2 | 0,4 | 1,2 | 2,5 |
| 22 | 22 | до 150±1,5 | 0,4 | 1,2 | 2,5 |
| 25 | 25 | до 175±1,6 | 0,5 | 1,2 | 3 |
| 30 | 30 | до 175±1,8 | 0,5 | 1,2 | 3 |
| 35 | 35 | до 165±2,0 | 0,5 | 1,2 | 4 |
| 40 | 40 | до 165±2,2 | 0,5 | 1,3 | 4 |
| 50 | 50 | до 180±2,2 | 0,5 | 1,5 | 6 |
| 1) Размеры указаны в мм | |||||
| 2) Каждая длина может быть заказана до зависящего от номинального диаметра максимального значения. | |||||
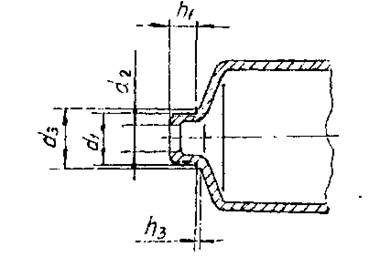
Рис.2 Форма горлышка трубы типа АК с метрической резьбой
Таблица 2
| Резьба горлышка | Отверстие горлышка | Диаметр пояска | Длина резьбы | Высота пояска | Номинальный диаметр для труб |
| d1 8g | d2 ±0,2 | d3 | h1 ±0,2 | h3 | |
| М7 | 3,5 | 7,2 | 4,7 | 0,4 | 13,5 |
| М9 | 4 | 9,2 | 5 | 0,4 | 16; 19; 22 |
| М11 | 5,5 | 11,2 | 5,7 | 0,5 | 19; 22; 25; 30; 35 |
| М 15x1,5 | 9 | 15,2 | 6 | 0,5 | 25; 30; 35; 40; 50 |
| Отверстия горлышка труб s меньших размеров по договоренности Смещение оси отверстия d2 относительно резьбы d1 не более 0,3 мм 3) Размеры указаны в мм | |||||
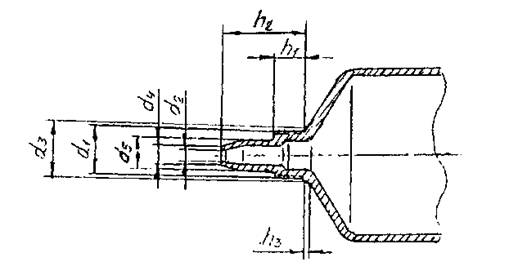
Рис.3 Форма горлышка трубы типа ВК с инжекционным наконечником
Таблица 3
| Резьба горлышка | Отверстие горлышка | Диаметр пояска | Диаметр конуса | Диаметр наконечника | Длина резьбы | Длина наконечника | Высота пояска | Номинальный диаметр для труб |
| d1 8g | d2 ±0,2 | d3 | d4 0,2 | d5 | h1 ±0,2 | h2 ±0,4 | h3 | |
| Mllxl,25 | 2,5 | 11,2 | 4 | 7,3 | 5,8 | 20 | 0,5 | 25; 30; 35; 40 |
| M15xl,5 | 5,5 | 15,2 | 8 | 9,8 | 6 | 25 | 0,5 | 50 |
| Смещение оси отверстия d2 относительно резьбы d1 не более 0,3 мм. 2) Размеры указаны в мм. | ||||||||
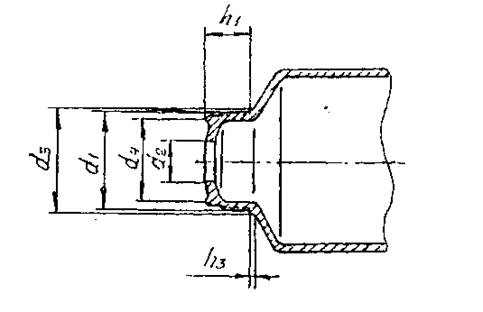
Рис.4. Форма горлышка трубы типа СК с трапецеидальной резьбой
Таблица 4
| Резьба горлышка | Отверстие горлышка | Диаметр пояска | Уплотни-тельный гофр | Длина резьбы | Высота пояска | Номинальный диаметр для труб |
| d1 8g | d2 ±0,2 | d3 | d4 0,2 | h1 ±0,2 | h3 | |
| Тр 22x3 | 9 | 23,4 | 17 | 10,2 | 1 | 40; 50 |
| Отверстия горлышка трубы меньших размеров по договоренности Смещение оси отверстия d2 относительно резьбы d1 не более 0,3 мм 3) Размеры указаны в мм | ||||||
Выпуск труб других типоразмеров и из других видов сырья, не предусмотренных данным технологическим регламентом, оформляется картой отклонения или извещением об изменении в установленном порядке.
Полиэтиленовые трубы не являются токсичными изделиями. Использование их при нормальных комнатных или атмосферных условиях не требует специальных мер предосторожности.
Свободный край корпуса труб должен быть обрезан ровно. В горловине труб не должно быть заусенцев и пластмассовой осыпи, стружки.
Красочный отпечаток должен быть четким. Допускается:
незначительные отклонения цветов и оттенков от образца-эталона не являются браковочным и претензионным признаком;
наличие полосы до 2 мм перекрытия круговой печати.
Покрытие труб должно быть устойчивым к воде, не должно стираться, размываться или облущиваться.
Лаковая пленка покрытия труб должна иметь ровную блестящую поверхность без посторонних включений.
Допускается:
наличие утолщения пленки на отдельных участках труб, выдерживающие испытания на эластичность лаковой пленки на трубе при изгибе;
наличие точечных включений смолы лака.
Трубы для упаковки, косметической продукции, средств личной гигиены, и кремов должны соответствовать следующим показателям:
трубы не должны придавать дистиллированной воде постороннего запаха и привкуса выше I балла и изменять цвет и прозрачность дистиллированной воды.
концентрация формальдегида в водной вытяжке на должна превышать 0,1 мг/л.
При несоответствии этим требованиям допускается использовать трубы для упаковки средств бытовой химии.
Таблица 5. Зависимость массы трубы от ее типа
| Тип трубы | Масса, г | Масса трубы | |
| Корпуса | Головки | ||
| АК-25х145хМ15х1,5 | 5,682 | 1,03 | 6,712 |
| АК-30х170хМ15х1,5 | 8,007 | 1,3 | 9,307 |
| АК-35х170хМ15х1,5 | 9,366 | 1,8 | 11,166 |
| АК-40х185хМ15х1,5 | 11,660 | 2,46 | 14,120 |
| АК-50х185хМ15х1,5 | 14,614 | 3, 19 | 17,804 |
Трубы могут выпускаться натурального цвета или окрашенными в массе в различные цвета.
Изготовление полиэтиленовых труб осуществляется путем выдавливания рукавной заготовки через кольцевую щелевую головку с последующей вакуумной калибровкой в экструзионных агрегатах фирмы АН ХАРНГ КО ЛТД, порезкой трубчатой заготовки на отрезки заданной длинны (корпус труб), формирование головки труб с приформовкой их к корпусу методом литья под давлением на вертикальных литьевых машинах модели СС-32SBD и CC-36SBD, обработкой корпуса трубы коронным разрядом, нанесением на него многоцветной печати офсетным способом, структурированием (отверждением) типографских красок путем фотохимической полимеризации, лакированием печатного изображения, сушкой лака в сушильной камере, с последующим сверлением отверстия в головке трубы на сверлильном станке, навинчиванием бушонов и, если это предусмотрено дизайном трубы, декорированием путем горячего тиснения.
Технологическая схема производства полиэтиленовых труб состоит из следующих стадий
1. Подготовка и загрузка сырья.
2. Приготовление композиций.
3. Экструзия полиэтилена с формированием рукавной заготовки.
4. Вакуумная калибровка рукава, вытяжка его, охлаждение, разрезка трубчатой заготовки на корпуса.
5. Формирование головки труб с приформовкой их к корпусу методом литья под давлением.
6. Обработка корпусов труб коронным разрядом, нанесение многоцветной печати, структурирование (отверждение) печатных красок фотохимической полимеризацией.
7. Лакирование печатного изображения и сушка лака
8. Сверление отверстия в головках труб.
9. Навинчивание бушонов на головку трубы.
10. Декорирование труб путем горячего тиснения.
11. Упаковка готовой продукции, транспортировка ее на склад и хранение.
12. Переработка отходов производства.
Сырье на завод поступает на машинах в мешках. С машин сырье перегружается на электрокары или подъемник и доставляется на склад хранения сырья.
Растаривается сырье в мешках вручную. При организации узла растарки допускается доставка сырья на завод в полимеровозах.
Склад сырья и узел растарки располагаются отдельно и предназначены для временного хранения сырья.
Перед использованием сырья в производстве оно должно быть выдержано в цехе не менее 24часов.
Похожие работы
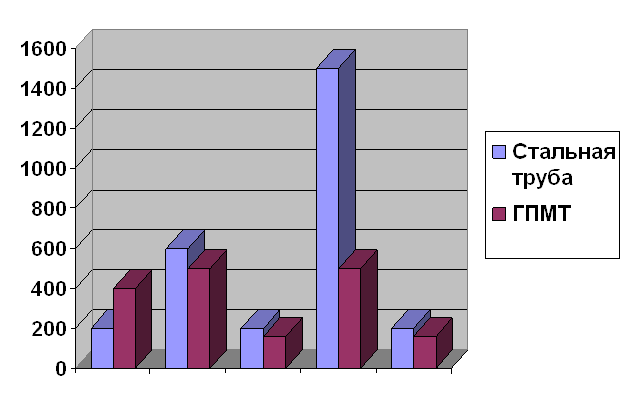
... с отдающих устройств в траншею, или непосредственно на грунт, и затяжке шпилек фланцевых соединений. При этом полностью исключаются любые подгоночные, сварочные и изоляционные работы. Свойства гибких полимерно-металлических труб: · химическая стойкость · высокая механическая прочность · высокая сейсмостойкость · стабильная во ...
... шихты на 1 тонну годных слитков и стоимости передела. Она включает также расход энергии, электродов, огнеупоров, изложниц, зарплату персоналу. Основные технико-экономические показатели способов производства стали. Показатель Способ производства стали конвертер-ный мартеновский электропла-вильный Вместимость плавильного агрегата, т. 250-400 400-600 200-300 Выход годного (стали),% ...
... ). Мы придерживаемся точки зрения, согласно которой региональная экономика является ветвью общей экономической теории, относящейся к разделу «Мезоэкономика», то есть рассматриваем региональную экономику как часть крупную подсистему национальной экономики (Макроэкономики). Курс методологически опирается на основы экономической теории и органически связан с конкретными экономическими дисциплинами, ...
... по более низким ценам должна быть как можно ниже. 3. МЕРОПРИЯТИЯ ПО ПОВЫШЕНИЮ ПРИБЫЛИ И РЕНТАБЕЛЬНОСТИ ПРОИЗВОДСТВА Целью планирования прибыли является обеспечение ее роста и повышения рентабельности на основе увеличения оборота и улучшения его структуры, наиболее эффективного использования материальных, трудовых и финансовых результатов при обязательном сокращении потерь рабочего времени. ...
0 комментариев