Навигация
Формирование головки туб с приформовкой их к корпусу методом литья под давлением
26535
знаков
3
таблицы
0
изображений
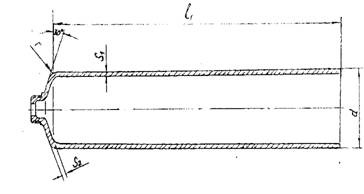
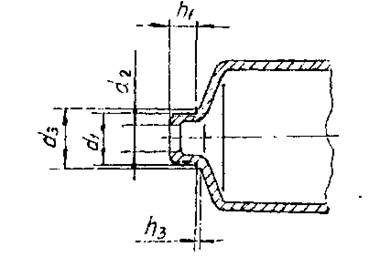
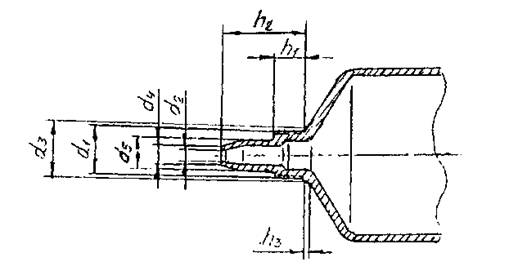
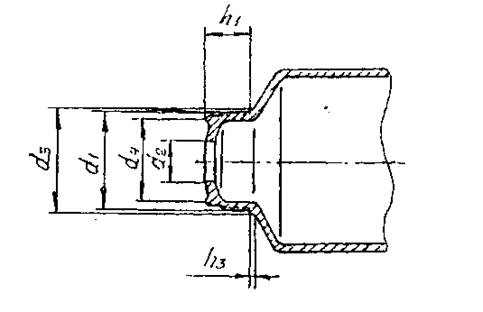
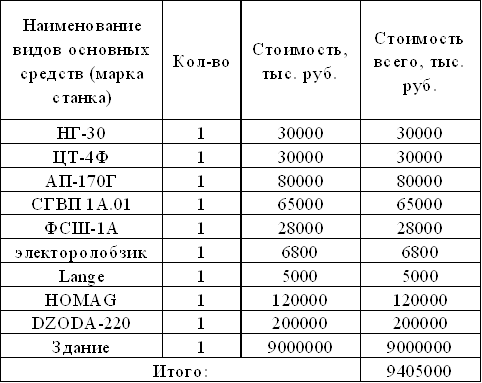
5. Формирование головки туб с приформовкой их к корпусу методом литья под давлением
Формирование головки с приформовкой их к корпусу туб осуществляется на литьевых машинах SIN-25-NC
Литье под давлением наиболее производительный и прогрессивный способ переработки пластмасс, который дает возможность формования разностенных деталей и деталей очень сложной конфигурации, возможно с полной автоматизации процесса.
Процесс литья заключается в том, что материал под действием высокой температуры плавится, пластицируется и под высоким давлением, создаваемом в материальном цилиндре, впрыскивается в полость охлажденной формы, т.е. при литье в материале не происходят химические процессы структурирования и поэтому материал и его отходы могут перерабатыватъся неоднократно.
Технологическая схема литья включает:
- приготовление композиции;
~ литье под давлением с приформовкой головки к корпусу;
- сбор технологических отходов;
- переработка технологических отходов.
Приготовление композиции для литья под давлением осуществляется на стадии приготовления композиций и осуществляется по такой же технологической цепочке, как и при экструзии (см. раздел 2 данного регламента).
Для изготовления головки тубы применяется полиэтилен низкого давления (высокой плотности HDPE) как в чистом виде, так и в виде композиций с добавками, которые готовятся на стадии приготовления композиций
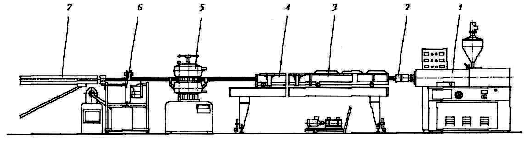
Изготовление головки и ее приформовка к корпусу тубы производится на 4-х колонном вертикальном гидравлическом прессе автомате с предварительной шнековой пластикацией.
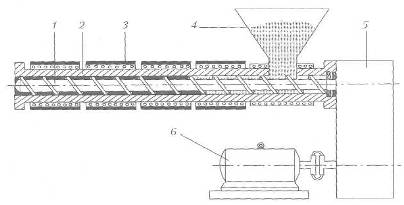
Литьевая машина состоит из пяти основных узлов: - станины; узла впрыска; механизма смыкания; гидропривода; электропривода:
Загрузка сырья в загрузочный бункер машины производится из шлюзового накопителя, из которого гранулы полиэтилена или композиции подаются пневмозагрузчиком циклического действия.
Из загрузочного бункера машины материал подается в материальный цилиндр вертикальной литьевой машины.
Примыкающий к загрузочному отверстию участок корпуса имеет систему водяного охлаждения, предотвращающего перегрев материала и его налипание в зоне загрузки.
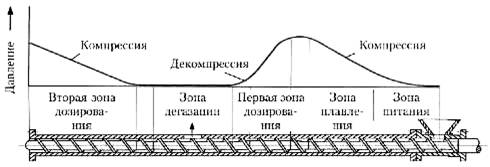
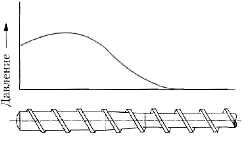
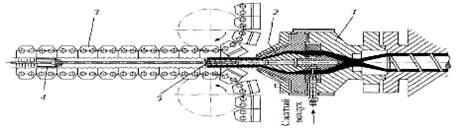
Материальный цилиндр литьевой машины представляет собой цилиндрический корпус с вращающимся внутри шнеком. Режимы литья под давлением устанавливаются согласно таблице 3;. предварительный прогрев литьевой машины – не менее 30- 40 мин.
Таблица 3
| № тубы | Температурные режимы литниковой системы, 0С | Температура по зонам цилиндра,0С | Инжекция | Время выдержки | |||||||||
| 1 | 2 | 3 | |||||||||||
| 1М | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 250 | 215 | 18-28 | 0/І90-90 | |||||||
| 2М | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І90-90 | |||||||
| 3М | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І90-90 | |||||||
| 4М | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І90-90 | |||||||
| 5М | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 240 | 240 | 210 | 18-28 | 0/120 | |||||||
| 1С | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І40-90 | |||||||
| 2С | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/190-90 | |||||||
| 3С | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І90-90 | |||||||
| 4С | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 230 | 215 | 18-28 | 0/І90-90 | |||||||
| 5С | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 240 | 240 | 210 | 18-28 | 0/120 |
| ||||||
| 1Ж | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 250 | 215 | 18-28 | 0/190-90 |
| ||||||
| 2Ж | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 250 | 215 | 18-28 | 0/190-90 |
| ||||||
| ЗЖ | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 250 | 215 | 18-28 | 0/190-90. |
| ||||||
| 4Ж | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 260 | 250 | 215 | 18-28 | 0/І90-90 |
| ||||||
| 5Ж | 372-370-382-38І-250 Зб5-Зб0-Зб5-3б0-250 | 240 | 240 | 210 | 18-28 | 0/120 |
| ||||||
Обогрев корпуса материального цилиндра производится электрическими нагревателями, сгруппированными в 3 тепловые зоны. Температура зон регулируется автоматически в пределах 0-250° С (в зависимости от марки и состава сырья).
Продвигаясь по каналу материального цилиндра полимерные гранулы уплотняются, расплавляются и равномерно подаются по литниковым каналам, откуда расплав шнеком выдавливаются в оформляющую полость литьевой формы, конфигурация рабочих полостей которой соответствует конфигурации изделия (туб).
Операция литья и приформовки к корпусу осуществляется в 8-гнездной литьевой форме. Загрузку (насадку) трубных заготовок (корпусов) на пуансоны производит оператор литьевой машины.
Подвижная плита рабочего стола при помощи гидропривода подает пуансоны с надетыми трубными заготовками в открытую литьевую форму.
Под действием гидравлического пресса, создающего необходимое для формирования сжимающее усилие, дитьевая форма смыкается. Головка формуется с одновременной приформовкой к трубчатой заготовке (корпус тубы). Литьевая форма оснащена водяной оборотной системой охлаждения, поддерживающей температуру охлаждающей воды на входе и выходе из литьевой формы в пределах 10+2° С. Для поддержания заданной температуры охлаждающей воды, литьевая машина снабжена холодильной установкой.
После охлаждения литьевая форма размыкается, пуансоны с готовыми изделиями выталкиваются из матрицы и при помощи гидропривода перемещаются подвижной плитой из зоны формования к зоне выгрузки, где готовые тубы пневматически поднимаются на оправке.
Операция загрузки корпусов и выгрузки туб осуществляется по обе стороны рабочего стола литьевой машины с поочередным перемещением пуансонов.
Оператор снимает готовые тубы с оправки и укладывает в технологическую тару (картонные ящики). Затем тубы в таре перемещаются на следующую технологическую операцию.
При снятии и укладке готовых туб оператором производится их контроль, где некачественные тубы выбраковываются и отправляются на вторичную переработку.
При переходе на другой тип туб, пуансоны – оправки меняются наладчиком литьевой машины на соответствующие данному типу туб.
Похожие работы
... вручную или с помощью пневмотранспорта. Составы композиций для приготовления различных видов труб приведены в таблице 8. Таблица 8 № трубы Характеристика трубы Диаметр Содержание ингредиентов, масс. % ПЭВД ПЭНД Концентрат пигмента Полимерный модификатор Скользящая добавка 1М мягкая 25 100 - 0-3 - 0-3 2М -/- 30 100 - 0-3 - 0-3 3М -/- 35 100 - 0-3 - 0-3 4М ...
... приведены в таблице 2.1. Таблица 2.1. Основные экономические параметры вариантов технологического процесса Варианты технологического процесса Себестоимость Руб. Тшт.к. Мин. Заводской технологический процесс 72.6 20.7 Технологический процесс №2 84.1 10,74 Технологический процесс №3 86.6 13.37 Проведя анализ по себестоимости и Тшт.к. Выбираем оптимальный ...

... стяжек и установочные размеры регламентируются ОСТ 13-78-79. Для изделия стяжка выбирается из каталога мебельной фурнитуры [ ]. 3. Разработка технологического процесса производства изделия 3.1 Описание технологического процесса Технологический процесс изготовления предложенной кровати несложен, трудоёмкость и материалоемкость имеют не большие показатели. Следовательно, кровать будет ...
... 2000 – №20, 2006 www.fips.ru с 1995 по 2006 года 1.3 Характеристика исходного сырья, вспомогательных материалов и готовой продукции Качественные показатели полиэтилена низкого давления марки 277–73 соответствуют ГОСТ 16338–85 [33, 34] и приведены в таблице 1.3. Таблица 1.3 № п/п Наименование показателя Значение показателей 1 Плотность, г/см3 0,958–0,964 2 Показатель ...
0 комментариев