Навигация
3. Характеристика стали
· Плотность – 7700–7900 кг/м³.
· Удельный вес – 75537–77499 н/м³ (7700–7900 кгс/м³ в системе МКГСС).
· Удельная теплоемкость при 20 °C – 462 Дж/(кг·°C) (110 кал/(кг·°C)).
· Температура плавления – 1450–1520 °C.
· Удельная теплота плавления – 84 кДж/кг (20 ккал/кг).
· Коэффициент теплопроводности – 39 ккал/(м·час·°C) (45,5 Вт/(м·К)).[источник не указан 79 дней]
· Коэффициент линейного теплового расширения при температуре около 20 °C:
· сталь Ст3 (марка 20) – ![]() (1/град);
(1/град);
· сталь нержавеющая – ![]() (1/град).
(1/град).
· Предел прочности стали при растяжении:
· сталь для конструкций – 38–42 (кГ/мм²);
· сталь кремнехромомарганцовистая – 155 (кГ/мм²);
· сталь машиностроительная (углеродистая) – 32–80 (кГ/мм²);
· сталь рельсовая – 70–80 (кГ/мм²);
Таблица 1. Разновидности некоторых сталей| Марки стали | Термообработка | Твердость (сердцевина-поверхность) |
| 35 | нормализация | 163–192 HB |
| 40 | улучшение | 192–228 HB |
| 45 | нормализация | 179–207 HB |
| 45 | улучшение | 235–262 HB |
| 40Х | улучшение | 235–262 HB |
| 40Х | улучшение+закалка токами выс. частоты | 45–50 HRC; 269–302 HB |
| 40ХН | улучшение | 235–262 HB |
| 40ХН | улучшение+закалка токами выс. частоты | 48–53 HRC; 269–302 HB |
| 35ХМ | улучшение | 235–262 HB |
| 35ХМ | улучшение+закалка токами выс. частоты | 48–53 HRC; 269–302 HB |
| 35Л | нормализация | 163–207 HB |
| 40Л | нормализация | 147 HB |
| 45Л | улучшение | 207–235 HB |
| 40ГЛ | улучшение | 235–262 HB |
4. Выбор электродов
Для ручной дуговой сварки применяют стержни сварочной проволоки, на которые наносится покрытие – вещество для усиления процесса ионизации. В состав такого покрытия входят:
– шлакообразующие компоненты, представляющие собой руды (титановые и марганцевые) и различные минералы (полевой шпат, гранит, кремнозем, плавиковый шпат);
– газообразующие – неорганические (мрамор СаСО3, мащезит MgCO3 и др.) и органические (крахмал, древесная мука и т.п.) вещества;
– легирующие элементы и элементы-раскислители – кремний, марганец, титан и другие, а также сплавы этих элементов с железом, алюминий как раскислитель вводится в покрытие в виде порошка-пудры;
– связующие компоненты – водные растворы силикатов натрия и калия, называемые жидким стеклом;
– формовочные добавки – вещества, придающие покрытию лучшие пластические свойства (бетонит, каолин, декстрин, слюда и др.).
Для устойчивого горения дуги в покрытие вводят вещества, содержащие элементы с низким потенциалом ионизации (соли щелочных металлов, калиевое и натриевое жидкое стекло и др.).
С целью повышения производительности сварки в покрытие добавляют железный порошок, содержание которого может составлять до 60% массы покрытия.
Все электроды для ручной сварки можно разделить на следующие группы:
В-для сварки высоколегированных сталей с особыми свойствами – 49 типов;
Л – для сварки легированных конструкционных сталей в временным сопротивлением разрыву свыше 60 р МПа – пять типов (Э70, Э85, Э100, Э125, Э150);
Т – для сварки легированных теплоустойчивых сталей – девять типов;
У – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву;
Н – для наплавки поверхностных слоев с особыми свойствами – 44 типа.
Цифры в обозначениях типов электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
Ниже дана таблица применения электродов.
Таблица 2. Электроды для дуговой сварки
| Тип электрода | Относительное удлинение, % | Назначение |
| Э70 Э85 Э100 Э125 Э150 | 14 12 10 8 6 | Сварка легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением свыше 600 МПа |
| Э55 Э60 | 20 18 | Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением 500–600 МПа |
| Э38 Э42 Э46 Э50 | 14 18 18 16 | Сварка углеродистыхи низколегированных конструкционных сталей с временным сопротивлением до 500 МПа |
| Э42А Э46А Э50А | 22 22 20 | Сварка углеродистыхи низколегированных конструкционных сталей с повышенными требованиями к пластичности и ударной вязкости |
Примечание. Для электродов типа Э70, Э85, Э100, Э125, Э150 механические свойства указаны после термообработки.
Похожие работы
... “, в качестве источников тока используются преобразователи тока фирмы “Digatron”. Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля. Изготовление стартерных батарей осуществляется в следующей последовательности: 1–– литейный участок – для отлива сдвоенных электродных пластин; 2–– производство порошка оксида свинца; 3–– приготовление паст; ...

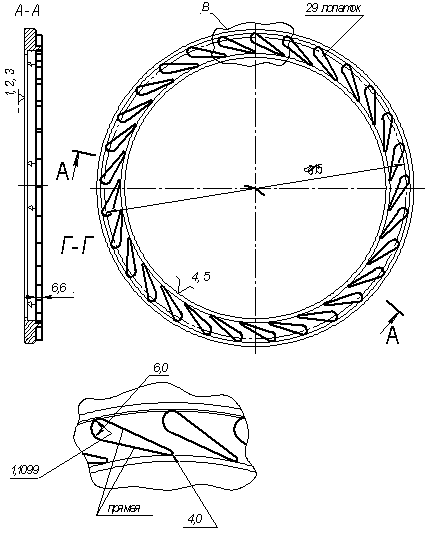
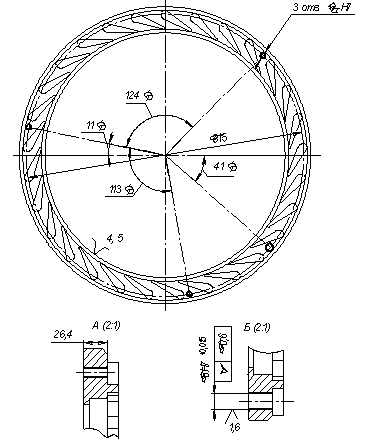
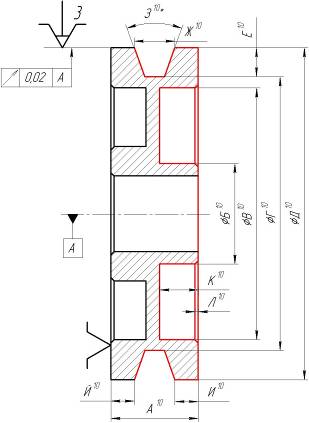
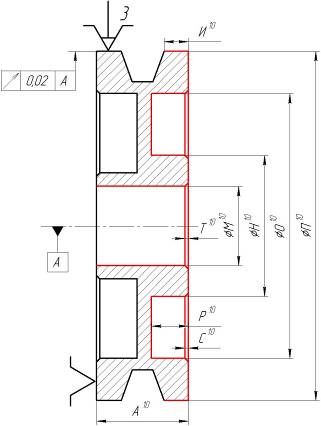
... Под технологичностью конструкции деталей понимают степень их соответствия производственным условиям, позволяющим применить технологические процессы, обеспечивающие изготовление деталей с наибольшей производительностью и наименьшей себестоимостью для данного масштаба производства. Предлагаемая деталь – спрямляющий аппарат 9.197.4700.026 имеет форму тела вращения с лопатками на правом торце, ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
0 комментариев