Навигация
5. Режим сварки
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры – это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры – состав и толщина покрытия электрода, положение электрода и положение изделия.
Итак, на что же влияют основные параметры?
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны
Таблица 3. Режимы сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток в амперах | Толщина металла в мм | Зазор в мм |
| Односторонний | 3 | 180 | 3 | 1.9 |
| Двусторонний | 4 | 220 | 5 | 1.5 |
| Двусторонний | 5 | 260 | 7–8 | 1.5–2.0 |
| Двусторонний | 6 | 330 | 10 | 2.0 |
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Таблица 4. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Среднее значение тока, А | Толщина | Зазор, мм | Число слоев, кроме подварочного и декоративного | |
| первого | последующего | ||||
| 4 | 5 | 180–260 | 10 | 1.5 | 2 |
| 4 | 5 | 180–260 | 12 | 2.0 | 3 |
| 4 | 5 | 180–260 | 14 | 2.5 | 4 |
| 4 | 5 | 180–260 | 16 | 3.0 | 5 |
| 5 | 6 | 220–320 | 18 | 3.5 | 6 |
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40–50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15–20% меньше, чем При сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык «листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4–6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т.е. больше наплавляется металла.
Рис. 1 Сварка стыковочных швов
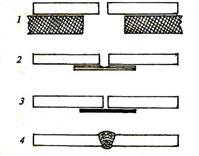
1 – сварка шва «на весу»; 2 – сварка на медной подкладке (съемной); 3-сварка на стальной остающейся подкладке; 4 – сварка с предварительным и подварочным швом.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
На рис. 1. представлены схемы сварки стыковых швов навесу, на медной съемной подкладке, с предварительным подварочным швом и на стальной подкладке.
6. Технологическое изготовление конструкции
6.1 Раскрой металла.
Для изготовления котла на отопительную систему используется сталь низкоуглеродистая, она содержит до 0,25% углерода и имеет хорошую свариваемость. При выборе типа и марки электрода для сварки низкоуглеродистых сталей, руководствуются следующими требованиями:
§ обеспечением равнопрочного сварного соединения с основным металлом
§ отсутствием дефектов в швах
§ получение требуемого химического состава металла шва
§ обеспечение стойкости сварных соединений
Такую сталь сваривают электродами марок: УОНИ, АНО, МР и т.д.
Похожие работы
... “, в качестве источников тока используются преобразователи тока фирмы “Digatron”. Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля. Изготовление стартерных батарей осуществляется в следующей последовательности: 1–– литейный участок – для отлива сдвоенных электродных пластин; 2–– производство порошка оксида свинца; 3–– приготовление паст; ...

... Под технологичностью конструкции деталей понимают степень их соответствия производственным условиям, позволяющим применить технологические процессы, обеспечивающие изготовление деталей с наибольшей производительностью и наименьшей себестоимостью для данного масштаба производства. Предлагаемая деталь – спрямляющий аппарат 9.197.4700.026 имеет форму тела вращения с лопатками на правом торце, ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
0 комментариев