Навигация
Дефекты, образующиеся при сварке, и их устранение
31472
знака
4
таблицы
5
изображений
7. Дефекты, образующиеся при сварке, и их устранение
Каждый производственный процесс предполагает определенные отклонения от требований технический норм. Если такие отклонения выходят за пределы установленных допусков для конкретного изделия – это брак, дефект, который должен быть устранен. Если устранение дефекта невозможно, изделие не может быть принято к эксплуатации. В сварочном производстве изделием является правильно сваренное изделие, узел, конструкция. В изделиях, выполненных сваркой, дефекты различаются по месту их расположения и по причинам возникновения. Рассмотрим их. Причины возникновения дефектов – это те, возникновение которых связано с неправильной подготовкой и сборкой элементов, нарушением режима сварки, неисправностью оборудования, небрежностью и низкой квалификацией сварщика и другими нарушениями технологического процесса. К дефектам этой группы относятся:
· несоответствие швов расчетным размерам
· непровары
· подрезы
· прожоги
· наплывы
· незаваренные кратеры.
Дефекты по причинам их возникновения связаны с явлениями, происходящими в процессе кристаллизации и формирования самой сварочной ванны и окончательного формирования шва. Это и трещины в самом шве и в околошовной зоне, шлаковые включения, поры.
Дефекты по месту их расположения – это трещины и поры, выходящие на поверхность металла, непровары, прожоги, подрезы, наплывы – все они относятся к наружным дефектам и могут быть обнаружены внешним осмотром (см. рис. 6.). К внутренним дефектам относятся те же трещины, непровары, включения и поры, но находящиеся внутри шва и не выходящие на поверхность. Их обнаруживают только методами неразрушающего контроля.
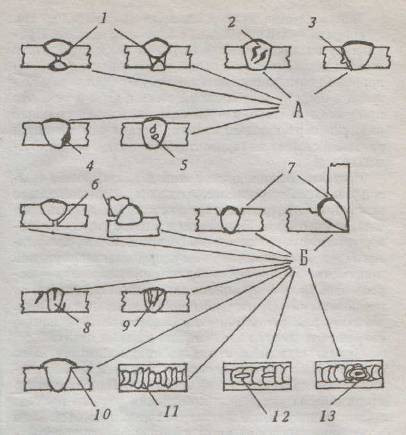
Рис. 6. Внутренние (А) и наружные (Б) дефекты сварных швов.
1 – непровар; 2 – трещины; 3 – несплавления; 4 – шлак; 5 – поры; 6 – непровар; 7 – подрезы; 8 – трещины; 9 – поры; 10 – наплыв; II – шов неравномерной формы; 12 – прожог; 13 – кратер
Следующая разновидность дефекта – неравномерность шва. Появляется дефект по причине неустойчивого режима сварки, неточного направления электрода. Если это автоматизированная сварка, то причины в колебании напряжения в сети, проскальзывание проволоки в подающих роликах, протекание жидкого металла в зазоры, неправильный угол наклона электрода
8. Техника безопасности при изготовлении котла
Воздух в рабочих помещениях при очистке металла загрязняется разными частицами пыли. Наряду с кратковременным отравлением, которое проявляется в виде головокружения, головной боли, тошноты, рвоты, слабости отравляющие вещества также могут откладываться в тканях организма человека, тем самым вызывая профессиональные хронические заболевания.
При выполнении разметочных работ необходимо соблюдать следующие правила техники безопасности:
установку заготовок на плиту и снятие с плиты необходимо выполнять только в:
1. рукавицах комбинированных.
2. заготовки, приспособления надёжно устанавливать не на краю плиты, а ближе к середине.
3. перед установкой заготовок на плиту следует её проверить.
При газовой сварке возможны взрывы ацетиленового и кислородного баллонов в момент их открытия, если на штуцере баллона или на клапане редуктора имеется масло, также возможен пожар в помещение, воспламенение одежды и ожоги у электрогазосварщика при неосторожном обращении с газовой горелкой, ожоги глаз в случае неиспользования электрогазосварщиком светофильтров. Поэтому необходимо строго соблюдать и выполнять правила техники безопасности при выполнении газоэлектросварочных и других огневых работ.
1. При эксплуатации бензорезов следует соблюдать требования инструкции по их применению.
2. При эксплуатации необходимо убрать баллон с бензином, как можно дальше от открытого огня и попадания прямых солнечных лучей.
3. Предохранять кислородные баллоны от толчков и ударов при транспортировке и хранении. Их транспортировка должна осуществляться на специальных носилках, тележках, рессорных транспортных средствах и в контейнерах. На рабочих местах баллоны должны крепиться в вертикальном положении на значительном расстоянии от нагревающихся приборов, и попадании прямых солнечных лучей. Совместное хранение баллонов с горючими газами и кислородом не допускается. Особенно следует обращать внимание на наличие масла или грязи на штуцере вентиля кислородных баллонов.
4. Сварочный участок должен быть укомплектован средствами пожаротушения.
Электробезопасность. Поражение электрическим током происходит при прикосновении с токоведущими частями электропроводки и сварочной аппаратуры, применяемой для дуговой, контактной и лучевой видов сварки. Электрический ток, проходящий через тело человека, величиной более 0,05А (при частоте 50 Гц) вызывает в организме человека тяжёлые последствия и даже смерть (0,1 А). Сопротивление человеческого организма зависит от его состояния (утомление, влажность кожи, состояние здоровья, присутствие алкоголя) и меняется в широких пределах от 100 до 20 000 Ом. Электробезопасность обеспечивается:
a) Применением средств индивидуальной и коллективной защиты (работа в сухой и заправленной одежде, рукавицах, в ботинках без металлических шпилек и гвоздей).
b) Соблюдением условий труда (прекращение работы при дожде, снегопаде, при отсутствии укрытий, а также ремонт электросварочного оборудования и аппаратуры специалистами – электриками).
c) При поражение человека электрическим током, ему необходимо оказать первую доврачебную медицинскую помощь:
Первая помощь – это комплекс мероприятий, направленных на восстановление или сохранение жизни и здоровья пострадавшего, осуществляемых не медицинскими работниками (взаимопомощь) или самим пострадавшим (самопомощь). Одним из важнейших положений оказания первой помощи является её срочность: чем быстрее она оказана, тем больше надежды на благоприятный исход. Поэтому такую помощь своевременно может и должен оказать тот, кто находится рядом с пострадавшим.
Основными условиями успеха при оказании первой помощи пострадавшим при несчастных случаях являются спокойствие, находчивость, быстрота действий, знания и умение оказывать помощь. Каждый работник предприятия должен уметь оказывать помощь также квалифицированно, как выполнять свои профессиональные обязанности.
Оказывающий помощь должен знать:
§ основные признаки нарушения жизненно важных функций организма человека;
§ общие принципы оказания первой помощи и её приёмы применительно к характеру полученного пострадавшим повреждения;
§ основные способы переноски и эвакуации пострадавших.
Оказывающий помощь должен уметь:
§ оценивать состояние пострадавшего и определять, в какой помощи он нуждается в первую очередь;
§ обеспечивать свободную проходимость верхних дыхательных путей;
§ выполнять искусственное дыхание «изо рта в рот» («изо рта в нос») и закрытый массаж сердца и оценивать их эффективность;
§ временно останавливать кровотечение путём наложения жгута, давящей повязки, пальцевого прижатия сосуда;
§ накладывать повязку при повреждении (ранении, ожоге, отморожении, ушибе);
§ иммобилизовать повреждённую часть тела при переломе костей, тяжёлом ушибе, термическом поражении;
§ оказывать помощь при тепловом и солнечном ударах, утоплении, остром отравлении, рвоте, бессознательном состоянии;
§ использовать подручные средства при переноске, погрузке и транспортировке пострадавших;
§ определять целесообразность вывоза пострадавшего машиной скорой помощи или попутным транспортом;
§ пользоваться аптечкой первой помощи.
Последовательность оказания первой помощи:
– устранить воздействие на организм повреждающих факторов, угрожающих жизни и здоровью пострадавшего (освободить от действия электрического тока, вынести из заражённой атмосферы, погасить горящую одежду, извлечь из воды и т.д.), оценить состояние пострадавшего.
– определить характер и тяжесть травмы, наибольшую угрозу для жизни пострадавшего и последовательность мероприятий по его спасению.
– выполнить необходимые мероприятия по спасению пострадавшего в порядке срочности (восстановить проходимость дыхательных путей, провести искусственное дыхание, наружный массаж сердца, остановить кровотечение, иммобилизовать место перелома, наложить повязку).
– поддержать основные жизненные функции пострадавшего до прибытия медицинского работника.
– вызвать скорую медицинскую помощь или врача либо принять меры для транспортировки пострадавшего в ближайшее лечебное учреждение.
Решить вопрос о целесообразности или бесполезности мероприятий по оживлению пострадавшего и вынести заключение о его смерти имеет право только врач, поэтому никогда не следует отказываться от оказания первой медицинской помощи пострадавшему и считать его мёртвым из-за отсутствия дыхания, сердцебиения, пульса.
Список литературы
1. Волченко В.Н. «Контроль качества сварных конструкций». – М.: Машиностроение, 1986.
2. Алешин Н.П., Щербинский В.Г. «Контроль качества сварочных работ». – М.: Высшая школа, 1986.
3. Контроль качества сварных и паяных соединений. Учебное пособие/ С.А. Федоров, МАТИ, М, 1989.
Похожие работы
... “, в качестве источников тока используются преобразователи тока фирмы “Digatron”. Аккумуляторная батарея предназначена для зажигания, запуска двигателя, а так же освещения автомобиля. Изготовление стартерных батарей осуществляется в следующей последовательности: 1–– литейный участок – для отлива сдвоенных электродных пластин; 2–– производство порошка оксида свинца; 3–– приготовление паст; ...

... Под технологичностью конструкции деталей понимают степень их соответствия производственным условиям, позволяющим применить технологические процессы, обеспечивающие изготовление деталей с наибольшей производительностью и наименьшей себестоимостью для данного масштаба производства. Предлагаемая деталь – спрямляющий аппарат 9.197.4700.026 имеет форму тела вращения с лопатками на правом торце, ...
... на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив № операции Название операции Оборудование 00 отрезная CARIF 450 BA CNC 05 ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...
0 комментариев