Навигация
Технологический процесс получения детали "Пробка 5а"
16693
знака
4
таблицы
6
изображений
Введение
Курсовая работа «Технология получения и обработки заготовок» является обобщающей работой по дисциплине «Материаловедение». Выбранный в данной работе технологический процесс должен обеспечить высокую производительность труда, наиболее экономичное использование материалов, выбора оснастки с минимальными затратами при условии длительной эксплуатации, минимальную себестоимость готовых деталей.
Полученная в результате разработанного технологического процесса заготовка должна удовлетворять условиям, предъявляемым заданием для данной курсовой работы.
1 Общая схема технологического процесса получения детали
На рисунке 1.1 представлена общая технологическая схема получения и обработки заготовки, получаемой штамповкой.
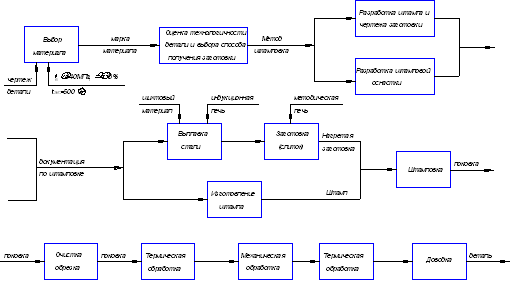
Рисунок 1.1 – Общая технологическая схема получения и обработки заготовки
2 Выбор марки материалаВыбор материала обеспечивается необходимостью обеспечить требуемую надежность детали при имеющихся экономических ограничениях. То есть, при минимальных затратах на изготовление детали получить максимальную выгоду.
В данной курсовой работе исходной деталью для проектирования является деталь “Пробка 5а”. На чертеже ТПЖА.752457. представлен её внешний вид, размеры, технические требования на её изготовление, заложенные конструктором.
Выбор материала заготовки определяется следующим требованиями:
- предел прочности σВ ≥ 440 МПа;
- относительное удлинение d ≥ 18%;
- температура эксплуатации t = 500ºC.
В качестве вариантов рассматриваются материалы: легированные стали 20ХМ и 23Х2НМФА ГОСТ 4543-73. В таблице 2.1 приводится их химический состав, а также механические и физические свойства этих материалов.
Таблица 2.1 – Химический состав, механические и физические свойства материалов
| Наименование величины | Единицы измерения | 20ХМ ГОСТ 4543-73 | 23Х2НМФА ГОСТ 4543-73 |
| Химический состав | |||
| С | % | 0,82÷ 0,9 | 0,19 ÷ 0,26 |
| Mn | 0,4 ÷ 0,7 | 0,3 ÷ 0,6 | |
| V | - | 0,18÷ 0,28 | |
| Ni | - | 0,8 ÷ 1,2 | |
| Cr | 0,8 ÷ 1,1 | 1,9 ÷ 2,4 | |
| Si | 0,17 ÷ 0,37 | 0,17 ÷ 0,37 | |
| Mo | 0,15 ÷ 0,25 | 0,35 ÷ 0,45 | |
| Механические свойства после закалки и высокого отпуска | |||
| σв | МПа | 440 | 440 |
| Продолжение таблицы 2.1 | |||
| δ | % | 18 | 16 |
| HRC | - | 229 | 260 |
| Физические свойства | |||
| ρ | кг/м3 | 7800 | 7830 |
| λ | кал/м·сек·˚ | 46 | 36,5 |
Сталь 20ХМ – фланцы, шестерни, крестовины, втулки, зубчатые колеса, цилиндры и другие детали, работающие от -40ºС до +540ºС. Детали паровых и газовых турбин, арматура и детали трубопроводов, работающие при температурах до 500-540ºС./1/
Сталь 23Х2НМФА – высоконагруженные сварные узлы и конструкции, не подвергаемые закалке или нормализации после сварки. Сварные и не сварные детали, работающие длительно при температуре до 600ºС.
Стоимость материала в относительных единицах можно оценить по формуле:
![]()
где Mi - концентрация i-го компонента сплава в масс.%;
Ci - его стоимость в относительных единицах.
| Элемент | 20ХМ | 23Х2НМФА |
| Si | 1,44 | 1,44 |
| Mn | 2,6 | 2,6 |
| Cr: из ферросплава | 7,26 | 13,2 |
| V | - | 26,6 |
| Mo: из ферросплава | 42,8 | 85,6 |
| Ni | - | 54 |
| ИТОГО: | 54,1 | 183,44 |
Таким образом, окончательно принимается материал заготовки быстрорежущая сталь 20ХМ.
3. Получение материалаДля получения данного материала применяются индукционные печи. В индукционных сталеплавильных печах выплавляют наиболее качественные коррозионно-стойкие, жаропрочные и другие стали и сплавы. Вместимость печей обычно колеблется от десятков килограммов до 30 тонн металла. Схема индукционной бессердечниковой печи для выплавки стали приведена на рисунке 3.1.
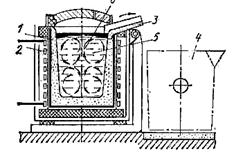
Рисунок 3.1 - Схема индукционной печи для выплавки стали;
1 - тигель из огнеупорных материалов; 2 - водоохлаждаемый индуктор; 3- желоб для выпуска плавки; 4 - сталеразливочный ковш; 5 - металл;
6 - вихревые токи.
Плавку металлов проводят в тигле, изготовленном из основных или кислых огнеупорных материалов. Вокруг тигля располагается спиральный многовитковый индуктор, изготовленный из медной трубки, в которой циркулирует охлаждающая вода.
По характеру тока, питающего индуктор, различают высокочастотные печи (10-1000 кГц), печи, работающие на повышенной (500-10000 Гц) и промышленной частоте (50-60 Гц).
При пропускании тока через индуктор в металле, находящемся в тигле, индуктируются мощные вихревые токи, что обеспечивает нагрев и плавление металла. Шихтовые материалы загружают сверху. Для выпуска плавки печь наклоняют в сторону сливного желоба. Под действием электромагнитного поля индуктора при плавке происходит интенсивная циркуляция жидкого металла, что способствует ускорению химических реакций, получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры. В конце основной плавки проводят раскисление смесью из порошкообразной извести, кокса, ферросилиция, алюминия и другие. В кислых печах происходит «самораскисление» металла восстановленным кремнием; для окончательного раскисления применяют ферросплавы и алюминий.
Похожие работы

... 0,26 0,26 М52*1,5 4 0,37 0,37 Æ30 0,28 - 34,6 2,7 0,31 0,31 Æ40 0,31 0,31 R 0,75 0,125 0,125 Æ49,7 5,15 0,31 0,31 3,2 0,15 0,15 5,2 0,15 0,15 8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ 8.1 ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Типовой ТП разрабатывается на основе анализа множества действующих и ...
... типе. Используются универсальные станки, оснащенные специальными, универсальными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изделия. Технологический процесс преимущественно дифференцирован, т.е. расчленен на отдельные самостоятельные операции, выполняемые на определенных станках, обычно применяют универсальные, специализированные, агрегатные ...


... АΔmax и AΔmin входят в допустимый интервал. В результате при сборке обеспечивается точность исходного звена. 2. Разработка технологического процесса изготовления плиты нижней Служебное назначение детали Плита нижняя представляет собой базовую деталь, на которую устанавливают другие детали и сборочные единицы, точность относительного положения которых должна обеспечиваться ...





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...
0 комментариев