Размерный анализ
Разработка технологической схемы сборки
Выбор технологических баз и составление маршрутной технологии сборки
Проектирование приспособления для прессовых операций
Выбор и проектирование заготовки
Проектирование технологических операций
ЛИНЕЙНАЯ ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ на токарной операции
Проектирование приспособления для контроля пространственных отклонений
Научные исследования гидродробеструйной обработки
Безопасность и экологичность проекта
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРОЕКТА
Навигация
ЛИНЕЙНАЯ ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ на токарной операции
Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
131357
знаков
33
таблицы
22
изображения
2.5 ЛИНЕЙНАЯ ОПТИМИЗАЦИЯ РЕЖИМОВ РЕЗАНИЯ на токарной операции
Задача раздела – определить оптимальные режимы резания на одном из технологических переходов токарной операции путем графического построения системы ограничений режимов.
Исходные данные
1) обрабатываемый материал – сталь Р6М5;
2) предел прочности материала инструмента ![]() ;
;
3) диаметр обрабатываемой поверхности – Æ83,6-0,14 мм;
4) режущий инструмент – проходной резец (ОСТ 2И10-1-83); материал режущей части – Т5К10:
5) глубина резания – t = 0,3 мм;
6) оборудование – токарный с ЧПУ Quick Turn-10N:
6.1) мощность электродвигателя ![]() = 15 кВт;
= 15 кВт;
6.2) Подача минимальная (минутная) ![]() = 3 мм/мин;
= 3 мм/мин;
Подача максимальная (минутная) ![]() = 1200 мм/мин;
= 1200 мм/мин;
6.3) Частота вращения шпинделя минимальная ![]() = 36 об/мин;
= 36 об/мин;
Частота вращения максимальная ![]() = 3600 об/мин.
= 3600 об/мин.
Операционный эскиз

Рис. 2.5.1
Расчет ограничений
1) Ограничение по кинематике станка
а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей и кинематическими, соответственно минимальными и максимальными, возможностями станка:![]()
![]() >
> ![]() , мм/об; (2.5.1)
, мм/об; (2.5.1)
![]() ;
; ![]() ;
; ![]()
![]() , мм/об;
, мм/об; ![]() ;
; ![]() ;
; ![]() ;
; ![]()
![]() ;
; ![]()
 .
.
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания и кинематическими, соответственно минимальными и максимальными, возможностями станка:![]()
![]() , (2.5.2)
, (2.5.2)
![]() ;
; ![]() ,
, ![]() ;
; ![]()
![]()
 .
.

Рис. 2.5.2
2) Ограничение по мощности привода главного движения
![]() (2.5.3)
(2.5.3)
![]() (2.5.4)
(2.5.4)
![]() (2.5.5)
(2.5.5)
![]()

![]()

Рис. 2.5.3
3) Ограничение по температуре в зоне резания
 (2.5.6)
(2.5.6)

Ограничение по температуре в зоне резания

Рис. 2.5.4
4) Ограничение по прочности инструмента
![]()
где ![]() – напряжения, возникающие в процессе обработки;
– напряжения, возникающие в процессе обработки;
![]() – предел прочности материала инструмента
– предел прочности материала инструмента ![]()
![]() , (2.5.7)
, (2.5.7)
где Ks - коэффициент концентрации напряжений, Ks = 1.
![]()
![]()
![]()

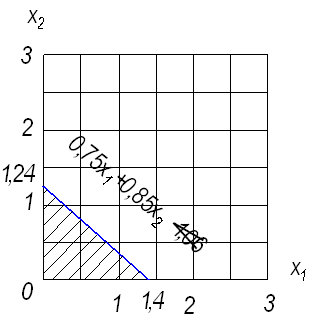
Рис. 2.5.5
5)Ограничение по шероховатости поверхности
![]()
![]() , (2.5.8)
, (2.5.8)
где r – радиус при вершине резца, r = 1,5 мм.
![]() .
.
![]()
![]()
![]()
![]()
Ограничение по шероховатости поверхности
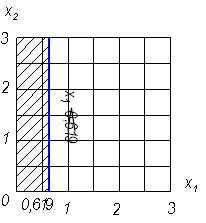
Рис. 2.5.6
Целевая функция
![]()
![]()
![]()
![]()
Решение графическим методом
Система ограничений:

На графике лист 05М15.277.81 построим систему ограничений и целевую функцию.
Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки А и В.
Определим их координаты:
т. А:
![]()
![]()
![]()
![]()
т. B:
![]()
![]()
![]()
т. C:
![]()
![]()
![]()
![]()
Найдем значение целевой функции в этих точках:
![]()
![]()
![]()
ZВ®max Þ т. В – оптимальная.
Рассчитаем скорость резания и подачу, используя полученные данные:
![]()
Отсюда: ![]()
![]()
Отсюда: ![]()
В ходе моделирования процесса точения были определены подача S = 0,52 мм/об и скорость резания V = 9,44 м/мин, которые являются оптимальными при заданных условиях. Полученные значения свидетельствуют о том, что чем больше подача, тем выше производительность, что не всегда соответствует реальным фактам.
В [9] оптимальная подача намного ниже полученной:
Sопт = 0,43÷0,49 мм/об, соответственно скорость резания будет выше.
В выполненном моделировании учитывались только такие факторы как прочность инструмента, температура в зоне резания, мощность привода главного движения станка и его кинематика. Не вводились в качестве ограничений точность обработки, качество поверхности (шероховатость), стойкость инструмента и др. Поэтому определенные значения скорости резания и подачи отличаются от справочных.
Увеличить скорость резания, понизить подачу можно:
- улучшая геометрические параметры резцов: увеличить значение переднего угла g;
- снижая стойкость инструмента за счет уменьшения радиуса скругления.
0 комментариев