Структура технологических операций. Дифференциация и концентрация операций. Последовательная и параллельная концентрация
Расчетно-аналитический метод
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технологическое обеспечение качества изделий машиностроения
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология изготовления корпусных деталей
Сборка неподвижных неразъемных соединений
Навигация
Расчетно-аналитический метод
Технология машиностроения
88085
знаков
1
таблица
16
изображений
2. Расчетно-аналитический метод
Данный метод разработан В.М. Кованом. Согласно этому методу величина минимального припуска должна быть такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предыдущих технологических переходах, а также погрешность установки заготовки, возникающая на выполняемом переходе.
Общая величина минимального промежуточного припуска Zmin равна:
![]()
Где i — индекс выполняемого технологического перехода;
![]() - средняя высота неровностей поверхности после предшествующего перехода;
- средняя высота неровностей поверхности после предшествующего перехода;
![]() - глубина дефектного поверхностного слоя после предшествующего перехода;
- глубина дефектного поверхностного слоя после предшествующего перехода;
![]() - величина пространственных отклонений обрабатываемой поверхности относительно технологической базы, полученная на предыдущем переходе;
- величина пространственных отклонений обрабатываемой поверхности относительно технологической базы, полученная на предыдущем переходе;
![]() - погрешность установки заготовки;
- погрешность установки заготовки;
Расчетно - аналитический метод следует применять в случаях, когда соблюдается принцип единства баз на всех операциях обработки поверхности.
3. Метод размерных цепей
Данный метод позволяет установить взаимосвязи операционных размеров, припусков, размеров детали и иных ее размерных параметров на всех стадиях обработки заготовки.
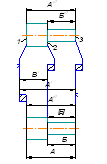
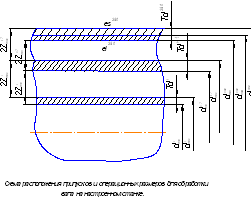
Технологический процесс обработки заготовки с размерами в продольном направлении Аi-1 и Бi-1 включает операцию подрезки торцев 2 и 3 с выдерживанием операционных размеров Вi и Аi от технологической базы - торца 1 и операцию подрезки торца 1 с выдерживанием размера Аi+1 от базы торца 3.На этих операциях снимаются припуски. Индексы 1,2,3 соответствуют номерам обрабатываемых поверхностей.
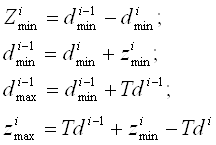
Величины припусков и размер Б являются замыкающими звеньями размерных цепей с уравнениями:
Задаваясь минимальными значениями припусков из условия устранения следов предыдущей обработки:
![]()
И используя уравнения погрешностей размерных цепей можно найти максимальное значение припусков:
![]() ,
,
Где ωZi – погрешность припуска.
 ,
,
Где ωАi – погрешности составляющих звеньев в правой части уравнений,
n – количество звеньев.
5. Типы машиностроительных производств, их сравнительная характеристика
В машиностроении в зависимости от программы выпуска изделий и характера изготовляемой продукции различают три основных типа производства:
• Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом их выпуска. На предприятиях с единичным типом производства применяют преимущественно универсальное оборудование с расположением его в цехах по групповому признаку (т.е. разбивкой на участки токарных, фрезерных, строгальных и т.д.) Технология производства характеризуется применением стандартного режущего инструмента и универсального измерительного инструмента.
• Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операции различают мелкосерийное, среднесерийное и крупносерийное производство.
Значение коэффициента закрепления операции - отношение числа всех различных технологических операций к числу рабочих мест. Для мелкосерийного производства принимают коэффициент 20-40, для среднесерийного 10-20, для крупносерийного 1-10.
На предприятиях серийного типа производства большая часть оборудования состоит из универсальных станков, оснащенных как специальным так и универсально-наладочными и универсально-сборными приспособлениями, что позволяет снизить трудоемкость и удешевить производство.
В условиях серийного производства оборудование располагается в последовательности технологического процесса для одной или нескольких деталей, требующих одинакового порядка обработки, со строгим соблюдением принципа взаимозаменяемости.
В серийном производстве применяют также переменно- поточную форму организации работ. Оборудование располагают по ходу технологического процесса. Обработку производят партиями, причем заготовки каждой партии могут несколько отличаться размерами или конфигурацией, но допускают обработку на одном и том же оборудовании.
• Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течении продолжительного времени. Коэффициент закрепления операций в этом типе производства равен 1. Оборудование располагается по ходу технологического процесса с широким применением специализированного и специального оборудования, механизацией и автоматизацией производственных процессов при строгом соблюдении принципа взаимозаменяемости. Высшей формой массового типа производства является производство непрерывным потоком.
При непрерывном потоке передача с позиции на позицию осуществляется непрерывно в принудительном порядке, что обеспечивает параллельное одновременное выполнение операций на всех операций на технологической линии. Квалификация рабочих низкая.
6. Определение припусков и операционных размеров расчетно-аналитическим методом при обработке вала на настроенном оборудовании. Структура минимального припуска на обработку
В условиях крупносерийного и массового производства используется этот метод. Настройка производится на минимальный диаметр для валов или на максимальный диаметр для отверстий.
Похожие работы





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
0 комментариев